站在那台XYZ三轴龙门架前面,我手心有点冒汗——主轴刚刚“砰”一声直接撞上了夹具,刀尖崩飞,工件报废。操作小弟吓得脸都白了。说实话,那一刻我脑子里闪过八百个念头:是上位机程序跑飞?是伺服电机丢脉冲?还是该死的手轮倍率没调?后来发现,罪魁祸首居然是伺服电机的刚性参数设得太大,共振起来直接撞刀。
刚性调不好,抖动像拖拉机
很多工程师刚接触伺服驱动,总有个错觉:刚性调得越高越猛,系统响应快。哎,我曾经也这么天真。伺服电机说白了是一个闭环系统,位置环、速度环、电流环三环嵌套。那个增益值——尤其是位置环增益Pn102——你如果看着说明书随手一填,很可能就是一场灾难。机械在某个频率下共振起来,声音像破拖拉机,严重点直接失步。
这里必须插一句,一定要用软件的自动整定,但是!它只能算个粗略值。我强烈建议你用外部仪器比如雷尼绍激光干涉仪或者手持式振动分析仪扫一下波德图,真正找到机械共振频率后手动设置陷波滤波器(Notch Filter)。不然,等着撞机吧。
电子齿轮比设错,小数点引发的血案
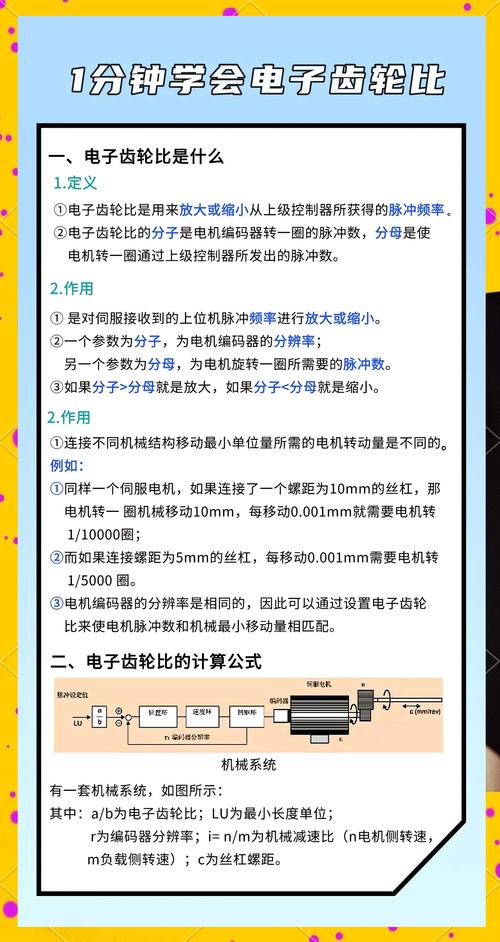
那次一个老外的伺服电机参数表,默认电子齿轮比是16/1,我直接照抄,结果跑出来的位置总是差几十个丝。气到砸键盘。后来定睛一看,嘿,人家用的上位机是倍频输出,脉冲当量完全不一样。电子齿轮比这玩意,分子分母调一下,实际移动量就天差地别。算的时候必须把机械减速比、丝杠导程、编码器分辨率全串起来。比如,17位编码器是131072脉冲/圈,丝杠导程10mm,你总不能傻傻地设1:1吧?要命的是,很多HMI界面里那个小数点最多只显示三位,四舍五入一下就累积误差了。我现在的习惯是,算完之后拿千分表打来回十次看重复定位,偏差超过5μm就得重算。
问:伺服电机定位总是差几丝,排查步骤是什么?答:先检查联轴器是不是松了,紧一下螺丝说不定就解决——别笑,我遇过一半问题都是这个。然后看电子齿轮比是否算对,特别是换算单位。第三步,确认上位机脉冲频率是否超出驱动器极限,降一下速度看看。最后才怀疑伺服本身精度。对了,一定要区分是单向误差还是双向误差,牵扯到反向间隙补偿。
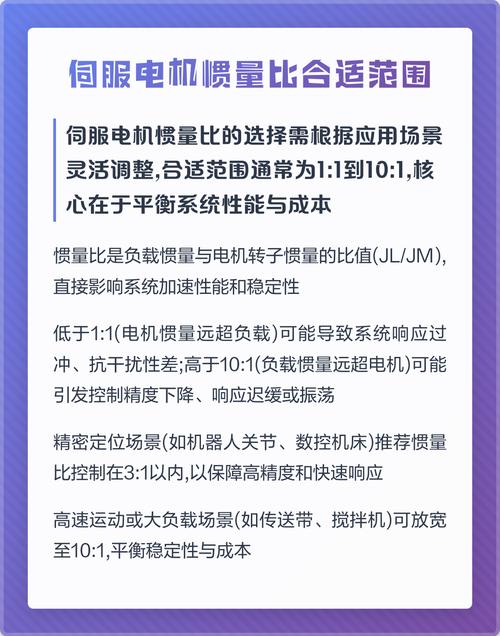
选型别只看功率,惯量匹配才是亲爹
圈里老有人说”伺服电机嘛,看功率选就完事了”,我听了真想顺着网线爬过去敲他脑袋。功率是基础,但惯量匹配要人命。负载惯量和电机转子惯量的比值,一般低动态场合能做到10:1就谢天谢地,高精度直驱最好控制在3:1以内。我用过一个高惯量伺服电机去拖轻载龙门,调了三天愣是整定不过,最后换了低惯量电机,瞬间柔顺。这里有个经验:如果你发现电机加减速时电流忽大忽小,速度曲线毛刺多,十有八九是惯量比不匹配。
答:刹车!很多时候垂直轴需要带抱闸,你忘了选,断电时负载掉下来就是事故。另外就是环境,比如有些场合需要油封电机,或者IP67防护等级,最后才发现用错电机,整个机柜位置都得改,老板脸都绿了。还有,编码器是绝对值的还是增量的?走EtherCAT总线还是脉冲?这些玩意一旦定了,后期减配或改装就难了。
所以啊,下次再被伺服电机抖动、跑偏折磨,先别急着骂供应商。掏出你的调试笔记本,检查惯量、刚性、电子齿轮,这三板斧下来八成问题能解决。什么?还不行?那…… 可能你的机械结构刚度不够,加个支撑或换更大规格的导轨吧。这行干久了,面子都是被故障磨厚的。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:伺服电机调试的野路子:从撞刀到微米精度的实战复盘 https://www.dachanpin.com/a/tg/55459.html