我干质检这行15年了。真的,看够了报废件堆成山。说起来都是泪——人眼?24小时盯着?不现实。尤其是那种微小裂纹,灯光一打,眼睛都看瞎。后来老板说上机器学习。嗯,救世主来了?呵。先听我慢慢吐槽。💡
缺陷检测:从人眼到算法,没你想得那么神
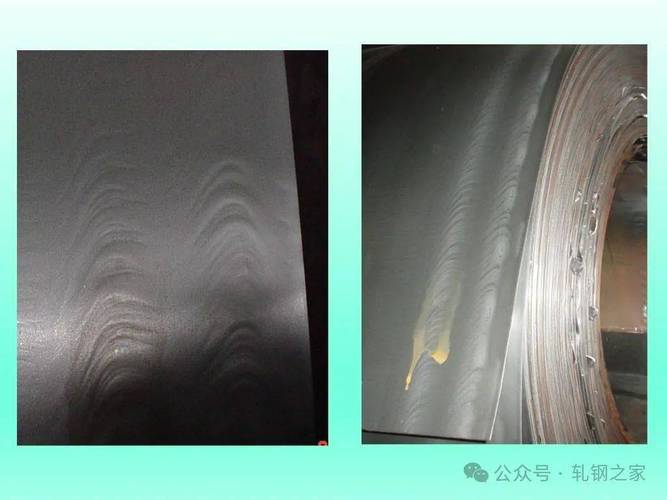
第一次看视觉检测系统跑的时候,我下巴差点掉了。太快了。一个工件过去,0.2秒,屏幕上直接标出缺陷位置。之前我们老师傅,要拿放大镜看半天。但是!别急着欢呼。第二天系统就把正常纹理判成划痕,整批货卡住。为什么?光照变了。下午车间西晒,算法把阴影当缺陷。所以说,工业场景的鲁棒性才要命。务必控制环境光,或者用多光谱照明!

问:机器学习能检测所有缺陷吗?
答:不能。至少现在不能。它擅长规律性缺陷,比如重复出现的划伤、凹坑。但偶然性异常,比如从未见过的奇怪纹理,它可能直接傻掉。我们遇到过,模具偶然掉了一小块铁屑,压出来一个谁也看不懂的印子,系统直接划为OK——因为训练集里没有类似样本。所以,人机结合是必须的。算法初筛,人复核边界品,才是当前最优解。
数据是灵魂,也是噩梦
你以为买了算法就完事了?真正的痛苦才开始:数据。同行都知道,没有数据,机器学习就是个花瓶。我们当时从产线拷了10万张图,兴冲冲准备开干。结果打开一看,90%是OK件,缺陷样本少得可怜。而且缺陷类型分布极度不均——划痕占80%,裂纹只有20张。这种数据训出来的模型,就是个划痕检测器,遇到裂纹就抓瞎。
怎么办?小样本学习?数据增强?我们试过对裂纹图片做旋转、加噪,勉强凑到500张。但训出来的模型过拟合严重,换条产线就废。后来逼得没办法,让老师傅故意做坏一批件,去产生真实缺陷数据——说实话,成本高得肉疼。所以现在我看到那些吹嘘“只需少量样本”的厂商,心里就呵呵。❗
问:没有大量缺陷样本怎么办?
答:方法有几个,但都不完美。一,用无监督或半监督学习,只学正常分布,发现异常就报警。但误报率可能高,工人会骂。二,迁移学习,拿类似场景的预训练模型微调。我们试过用金属纹理的公开数据集做预训练,有点效果,但仍需至少每个缺陷类型有几十张。三,合成数据,用GAN生成缺陷图像。听起来高大上,实际上生成的缺陷常常脱离物理规律,比如裂纹长出了不可能的枝杈,反而误导模型。这条路,坑多路远。
落地:理想丰满,现实骨感
模型训好了,实验室准确率99.5%,兴奋得睡不着!结果一上产线,直接降到80%。为什么?图像传输延迟、产线震动、镜头积灰……各种问题。我们第一次部署时,工控机跑不动模型,检测一个件要1.2秒,生产线节奏是0.8秒,直接堵料!被迫上边缘计算,对模型剪枝量化,速度提到0.6秒,但精度又掉了一截。真是按下葫芦浮起瓢。
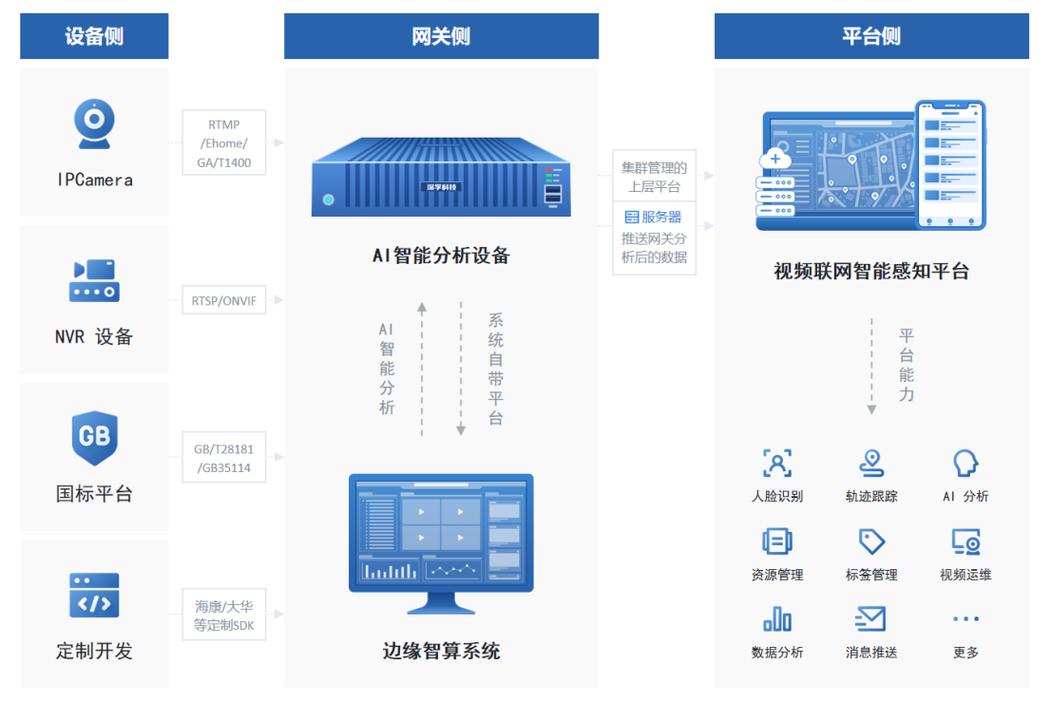
还有软件集成,各种通信协议,PLC对接,MES系统推送。搞算法的博士哪懂这些!最后还得我一个搞机械的来协调。说个笑话,我们IT和OT网都没通,数据得用U盘拷。后来总算搞定了,现在系统跑了大半年,其实真的省了不少事。原来质检岗位6个人,现在留2个,其他人转岗了。但我得说,不是机器取代人,是让人去做更值钱的事——比如分析那些算法判不准的疑难杂症。
最后提一句,不要盲目追新。现在好多人在谈自监督学习、Transformer模型在工业检测的应用。我们都试过,说实话,纯视觉Transformer又大又慢,还得是轻量CNN实用。总之,机器学习质量检测,不是买来就用的神器,是得死磕工程细节的系统工程。你要是没心理准备,趁早别碰。但如果啃下来,回报确实惊人。就这样。没有鸡汤。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:机器学习质量检测:从入门到放弃? https://www.dachanpin.com/a/tg/56177.html