一、不是方法论没用,是你压根没用对
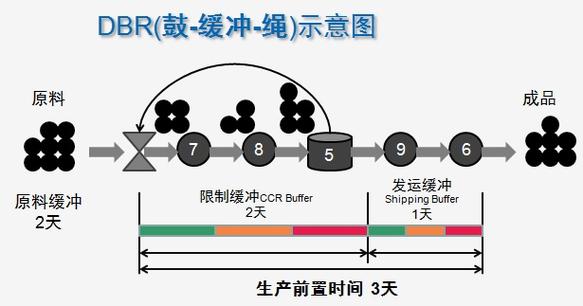
太多人把TOC当成一套复杂的管理工具,画满箭头的逻辑树、难以计算的缓冲公式,最后束之高阁。可你如果连车间里哪台设备是“瓶颈”都支支吾吾,谈何应用? 瓶颈,不是设备转速最低的那台,不是工位人员最多的那处。它是整个链条里有效产出最受限的环节,哪怕你其他环节使出吃奶的劲,都会被它拖住后腿。2018年我帮一家电子代工厂做诊断,他们一直以为SMT贴片机是瓶颈,因为投资最贵,技术最复杂。但实际数据跑下来,线上堆料最多的环节居然是最后一道测试——测试工位每天有效工作时间才5小时,其余时间全在等物料和切换。就这么一个简单的认知偏差,让他们过去两年白投了上千万的贴片产能。💡 所以第一步,认准瓶颈,比什么都重要。别迷信报表,去现场看,用秒表掐,看订单在哪个环节前排队最长。这才是TOC的起点。二、聚焦五步走了三十年,现在还香吗?
TOC的经典框架就是那五步:识别瓶颈、挖尽瓶颈、迁就瓶颈、打破瓶颈、然后从头再来。听着像废话?可你真正执行过几轮? 挖尽瓶颈的意思,不是让你把人逼疯。而是让瓶颈资源每分每秒都在做有效产出的事——不闲置、不做无用功、不因缺料停机。我们在那家汽配厂搞了个“压机不睡”行动:把换模时间从45分钟压缩到6分钟(用的不过是SMED那套老办法),然后安排工人在压机不停的情况下完成首检。就这么个小改动,当月有效产出跳涨23%。所有人都傻眼了。 迁就瓶颈,更是反直觉。你得让所有非瓶颈资源为瓶颈服务,甚至要故意放慢手脚。以前我们总催着前道工序多备料,结果在瓶颈前面堆了一辈子用不完的半成品,现金流全压死了。后来学乖了,严格按照瓶颈的节拍拉料,非瓶颈工位做完就停手,哪怕人等着——别舍不得那点人工,相比有效产出损失,这点库存和等候成本九牛一毛。
三、几个你可能会遇到的现实问题
问:我们工厂产品型号几百种,切换频繁,瓶颈天天变,TOC怎么搞? 答:这是最典型的痛点之一,也是我早年最头疼的。静态瓶颈在重复制造里常见,但多品种小批量场景下,瓶颈是“浮动”的。你不能死盯着一台机器。我的做法是:抓“主导瓶颈模式”。把产品按工艺流程聚类,找出占产值前70%的那几个大族,分析它们在哪个工段消耗时间最长、导致订单延误最多,然后以周为单位锁定这周的主力瓶颈资源。再用APS系统动态计算瓶颈——对,就是高级排程,让它基于实时订单池和资源负荷,每天早会看一次瓶颈预警。我们还在车间大屏上挂了个“今日瓶颈指数”,让一线班组长随时知道今天该围着哪台设备转。效果怎么样?一家做医疗器械的客户用了这套逻辑,在未增加设备的情况下,准交率从68%拉到了92%。 ❗注意:别试图管所有瓶颈,你没那个精力。能管住影响最大的那个,就赢了八成。 问:都说TOC和精益、六西格玛有冲突,到底怎么选? 答:冲突个鬼。这几种方法根本不在一个维度上。精益追求消除一切浪费,六西格玛死磕变异,而TOC只关心限制系统有效产出的那个点——它允许你在非瓶颈处保留看似浪费的资源,因为那不是关键矛盾。现实中我把它们揉在一起用:用价值流图找到全局浪费,用TOC锁定最致命的那个节点,再用六西格玛工具深挖根因。比如曾经遇到一个案例:装配线瓶颈,大家都以为是工人手速慢,结果用六西格玛分析发现是来料尺寸波动导致每个装配动作多了0.3秒的找正,日积月累拖成瓶颈。治本还是得靠流程优化,而不是招人。 所以,TOC是给你聚焦的透镜,不是封闭的宗教。你完全可以拿着它,再去翻精益和六西格玛的工具箱。四、别死守教条,去折腾它
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:约束理论(TOC)真的过时了吗?——从车间现场到数字大脑的瓶颈破解实录 https://www.dachanpin.com/a/tg/57302.html






