去年有家做连接器的工厂找我,说他们上了套CV检测设备,精度号称99.5%。结果产线一跑,误报率高得离谱——工人干脆把报警关了。这事让我窝火了好久。说实话,计算机视觉(CV)在工业界的热度这几年堪比AI顶会,但真正用扎实的,少。很多集成商拿着开源框架改一改就去忽悠,哎,不吐不快。
从“人眼疲劳”说起:为什么工厂急需CV?
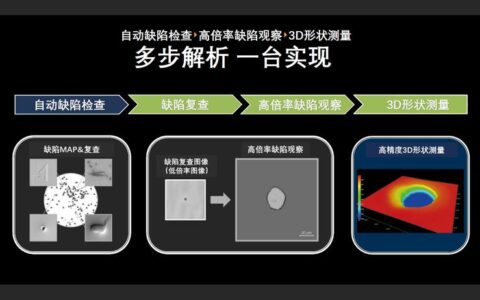
我在产线蹲过无数个夜班,太清楚那滋味了。凌晨三点,质检员的眼睛布满血丝,盯着传送带上每分钟过百个的零部件。漏检?那是必然的——不是不负责,是人类生理极限就在那。尤其是微米级的划痕、色差,或是柔性材料上的微弱形变,肉眼根本看不过来。这时候,一套靠谱的CV系统就像给产线装了双永不疲倦的眼睛。别跟我说什么人工智能高大上,工业视觉的核心就是稳定、快速、便宜。

但问题马上就来了。很多老板被售前演示的demo迷得神魂颠倒,以为接个摄像头就万事大吉。天真!工业现场的光照变化、震动、油污,随便哪个都能让算法崩溃。我印象特深,一个做金属件缺陷检测的项目,白天自然光从窗户照进来,下午良品率就直线下降。为什么?因为训练数据是在封闭光箱里采的,一到实际环境就扑街。🙄 这就是另一个话题了。
CV落地烂尾的三大坑
踩过的坑太多,挑三个最要命的说说。
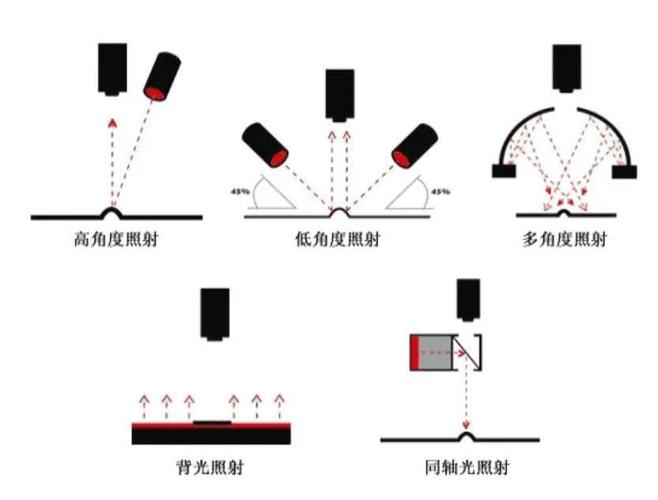
坑一:灯光比算法重要十倍。真的,不信你去调试试试。打光角度差一度,划痕可能就消失了。高亮表面检测,眩光能让你怀疑人生。我见过一个团队,算法调了三个月都不行,最后加了个偏振片,问题解决了。上哪说理去!
坑二:数据!数据!缺样本,尤其是缺陷样本。有些工厂一年才出现几次致命缺陷,怎么训模型?小样本学习、数据增强、合成缺陷,都是解法,但很多产线工程师哪懂这个。前段时间看到一篇论文,用生成式AI模拟金属表面锈蚀,效果居然不错。💡 但工业界接受度还是个问题。
坑三:算法“洁癖”。深度学习模型常常过度依赖特定背景,换个批次物料可能就识别率暴跌。还有,追求超高精度检测其实没用,产线要的是可控的误杀率和漏杀率平衡。你非得追求六个9的精度,结果每件都判为次品,产线还开不开?
说到误杀率,正好想到一个读者可能关心的问题。
问:我们厂想上CV检测,但怕误报太多导致停线,怎么评估风险?
答:哎,这问题太实用了。首先别信销售给的“99%准确率”,你得拆开看召回率和精确率。最好让他们拿你产线真实的料,跑个几千件,重点看四类:误报(OK判NG)、漏检(NG判OK)、过杀和欠杀。其次,在系统里加一个人工复判节点,允许操作工快速确认,别让机器直接踢料。最后,初期阈值别设太严,慢慢收敛。经验之谈啊。
2025年工厂CV的新搞法
今年我注意到几个变化。一是合成数据真的开始用了,尤其针对长尾缺陷。二是边缘端算力爆炸,原来要用高端GPU跑的模型,现在一个嵌入式板卡搞定,实时性大幅提升。三是多模态融合——视觉加上声音、振动信号,做预测性维护,挺有意思。
还有个趋势不知当讲不当讲:零代码/低代码的CV平台冒出来很多。初衷是让产线工程师自己拖拽训练,但我实测过几个,一旦遇到复杂背景,惨不忍睹。暂不建议产线大规模用,但小批量多品种的场景可以试试,总比纯人工强。
另外,3D视觉结合机械臂的引导抓取应用,物流分拣里面(那些堆得像山的纸箱!)已经相当成熟了。但精密装配还是老大难——零件太小,点云噪声大,手眼标定一个误差就废了。想起来就头大。🤯
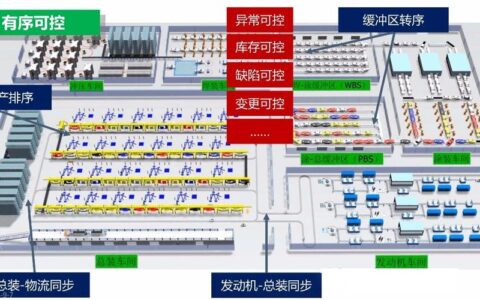
问:我们产线产品种类极多,换线频繁,CV检测方案怎么选?
答:这种柔性产线最头疼,传统定制化方案死得快。建议考虑基于深度学习的通用检测平台,支持快速模型切换,甚至一键自动学习新品类。不过一定要考察它的泛化能力,拿你最难检的几款料去测。另外,硬件上优先选可编程光源和自动变焦镜头,切换产品时不用手动调半天。还有,模板匹配这种老古董技术别丢掉,在一些规则纹理的检查上它依然又稳又快。
最后唠叨一句。CV在工业里,真正决定成败的不是算法多新,而是对工艺的理解。你懂冲压模具的磨损规律,才知道检测窗口设在哪里;你了解焊接飞溅的随机性,才能容忍那些无害的小瑕疵。机器永远不会嫌弃重复劳动,但它需要懂行的你给它立规矩。
这就是工业CV的真相——不性感,但有用。希望那些还在犹豫的工厂,别被花哨的demo迷惑,实实在在从工艺痛点出发。共勉。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:计算机视觉(CV)在工厂里到底能干什么?别被那些PPT骗了 https://www.dachanpin.com/a/tg/57431.html