老张拍着桌子,脸涨得通红。质量经理指着报废台上那批零件:“全偏了0.02mm,不信自己量。”一场混战。这种场景在车间太常见了对吧?我们总以为量具校准了就没问题,其实大错特错。测量系统分析(MSA)这个东西,听着像教科书里枯燥的章节,但搞不好,它就是那个让你赔掉裤子的隐形杀手。
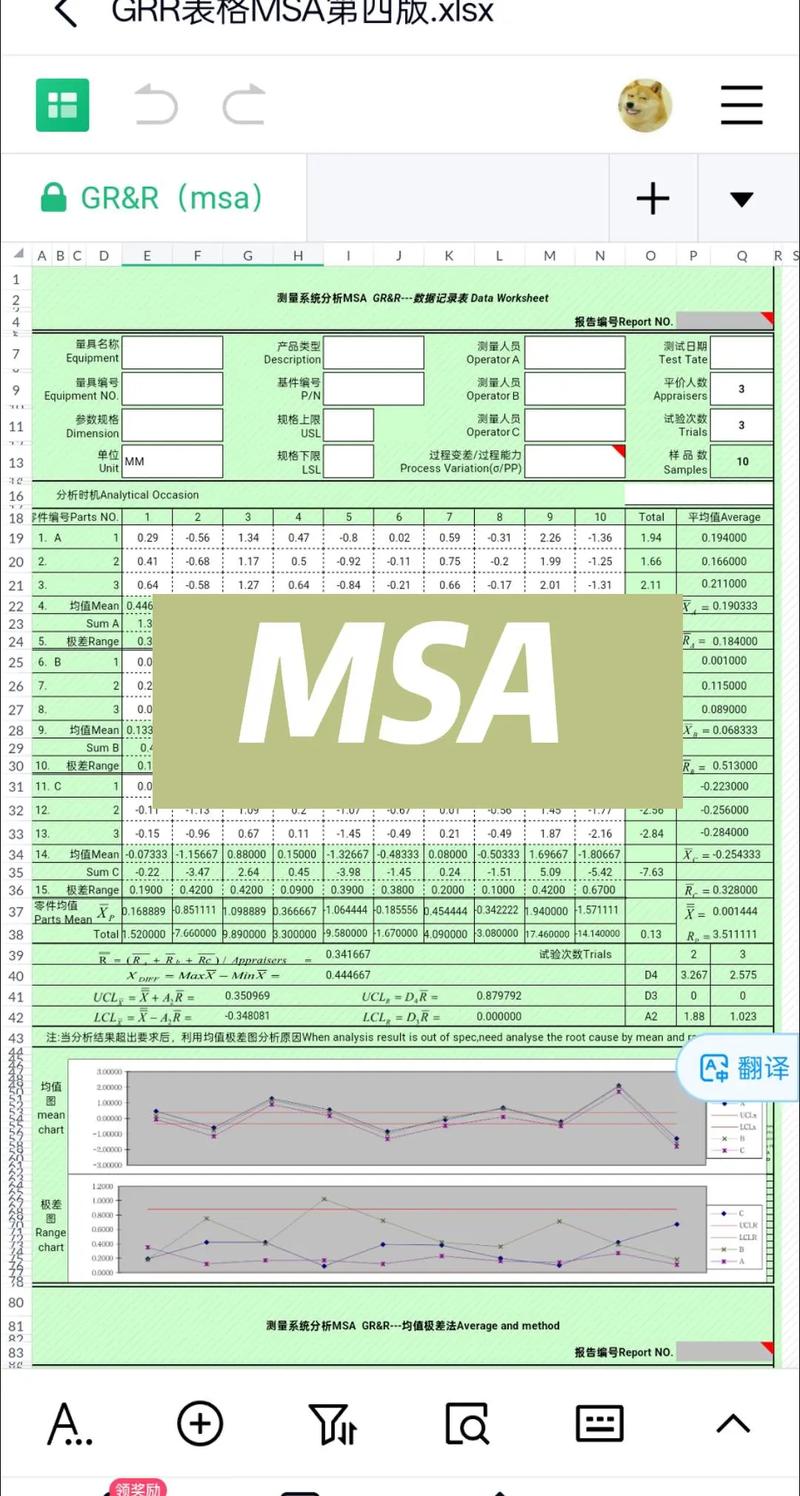
去年的事。我们给一家汽车配件厂做咨询,他们一款轴径超差投诉率高达8%,客户发飙。一查生产过程能力,CPK看着还行啊——但复测时发现,三个检验员量同一个件,最大差出0.04mm!这公差才±0.05mm。拿去做测量系统分析(MSA)的GR&R研究——结果%GR&R飙到68%,妥妥不可接受。其实问题很简单:卡尺是准的,但操作员手法不同,有人测三点取平均,有人就卡中间,还有人拧得贼紧……量具的分辨率也不够,应该用0.001mm的一直在用0.01mm的。这就像拿卷尺量头发丝,能准才怪!
所以,校准只是MSA里偏倚(Bias)的一个小分支。真正的测量系统分析(MSA),要同时看
话说回来,很多人做MSA就是填个表格应付审核,百分表按三下,记录,完事。这种走过场的分析——还不如不做!有一次我在审核现场,看到检验员做重复性测试,为了“结果好看”,居然刻意按上次读数来调位置。我当时没忍住,当场就飙了:“你这是造假知道吗?数据脏了,后面所有SPC、过程能力全是放屁!”
,否则量具根本分辨不出过程波动。举个例子,一个零件公差0.1mm,量具分辨率0.01mm,那ndc理论值才10。实际上加上人和环境的变差,ndc往往掉到5以下。这时候用控制图?你看到的所有异常点可能全是测量噪声。
去年遇到一个案例,过程能力Ppk只有0.8,老板急得要死。测来测去,发现是硬度计长期没做稳定性监控,测头磨损引起线性漂移。换上新的,做了全套MSA——偏倚、线性、稳定性、GR&R——Ppk直接飙到1.67。你说神不神奇?💡
问:做MSA是不是一定要用方差分析法(ANOVA)?极差法不行吗?
答:极差法快速,但粗糙。它分不出交互作用。如果操作员和零件之间有交互——比如张三测大件偏大,李四测小件偏小——极差法根本看不出来,GR&R会被低估。所以但凡有条件,老老实实上ANOVA。现在Minitab、JMP点几下鼠标的事,别偷懒。
问:我们公司量具几十把,每把都做MSA成本太高了吧?怎么取舍?
答:优先级看风险。关键质量特性(CTQ)和特殊特性(SC/CC)的量具必须做,而且是严格做。非关键的可以适当放宽,但至少做稳定性监控和偏倚检查。新品导入、量具大修后、客户投诉时,立刻补做。另外,可以考虑用自动化测量设备减少人因,比如在线的激光测径仪,只需要验证偏倚和线性,省掉大量重复性再现性实验。
AIAG的MSA手册第四版还是2010年的了,但工业界可没停步。✅数字化测量系统现在可以直接输出大量数据,和MES、QMS打通实时监控测量变差。比如有的工厂用SPC软件对接三坐标,每测一个件,软件自动计算测量不确定度和GR&R趋势。一旦发现测量系统劣化,立刻邮件报警。还有用机器视觉检测的,MSA做法就变了——要评估算法一致性,图像光照、灰尘影响,这些新课题手册里可没写。
❗不过注意,很多自动化检测设备厂家声称“精度0.001mm”,实际安装后一做MSA,动态环境下偏差吓人。所以,验收时千万别只看出厂报告,带上你的产品做在线GR&R,是骡子是马拉出来遛遛。
最后说个扎心事实:大多公司的量具台账里,三成以上测量设备从未做过正经MSA。尤其是那些量规、通止规,以为定性就简单?错!通止规的GR&R(属性一致性分析)才叫灾难,培训不足的操作员误判率能到20%。用Kappa系数评价,0.4以下基本报废。😓
所以,测量系统分析(MSA)不是质量部的额外作业,它是数据决策的根基。根基烂了,盖什么楼都得塌。还在嫌麻烦?等哪天客户因为测量不一致罚你款,或者产线停摆,你就知道什么叫疼了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:测量系统分析(MSA):别再被“差不多”的量具坑了 https://www.dachanpin.com/a/tg/58085.html