参数?手册给的是参考,不是圣旨
刚入行那会,我把切削速度、进给量、背吃刀量奉为圭臬。按表查,Vc=120 m/min,f=0.2 mm/r,ap=1 mm,干就完了。结果呢?刀具寿命短得像网红婚姻。后来才明白,机床刚性、工件材质、装夹长度,甚至冷却方式,全在暗中使绊子。比如不锈钢加工,它黏刀,散热差,你按普通碳钢的参数跑?分分钟积屑瘤堆成山,刃口崩得你怀疑人生。 问:那到底怎么调参数才靠谱? 答:我的心得是“听声辨位”。用耳朵听——连续顺畅的“嘶嘶”声是理想状态;一旦出现断续的“嘎嘎”或尖啸,赶紧暂停。再看切屑,卷曲连续、颜色银白或淡黄,说明热量带走得好;要是发蓝发黑,甚至呈粉末状,那刀尖温度早超了。我习惯先定背吃刀量,一般粗车一刀2-3mm,留0.5mm精车;再根据表面粗糙度要求选进给,Ra3.2用0.15-0.25 mm/r没问题;最后试切削速度,从低往高提,直到出现“火花”前再回调10%。别迷信公式,因为你的机床可能已经十年没调过水平了。
刀具选不对,全厂都受罪
去年我们接了一批钛合金薄壁件,公差0.02mm。刚开始用某大牌硬质合金刀片,磨损快得离谱,一件没车完尺寸就跑了。车间主任急得直转,我一拍脑袋,换CBN?不行,钛合金化学亲和。后来试了带PVD涂层的超细颗粒硬质合金,才稳住。所以说,刀片材质和涂层,真的不是噱头。加工铸铁就得用整体CBN或陶瓷刀,高速干切,火花四溅,效率顶得上三台普车。但你要是拿它切铝,嘿嘿,堵屑堵到你想哭。 问:常用的车刀材料怎么选?有没有一图流? 答:简单粗暴版本:钢件加工——优先涂层硬质合金,通用性强;不锈钢——选择锋利的正前角刀片,涂层要求耐热;铸铁——CBN或陶瓷,干切;有色金属——无涂层锋钢或金刚石,防积屑瘤。至于刀尖圆弧,粗车大刀尖(0.8-1.2mm)抗冲击,精车小刀尖(0.2-0.4mm)保证粗糙度。这些都是白花花的银子砸出来的教训。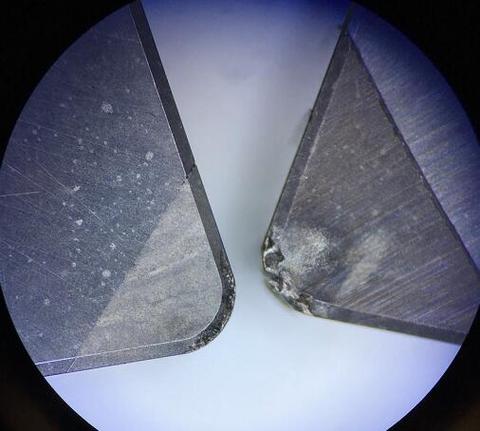
冷却液?别小看那根管子
很多人觉得冷却就是冲冲水,错得离谱!位置不对,等于没冲。我见过太多操作工把冷却管随便一夹,液流打在刀柄上,刀尖照样红热。正确做法是:让冷却液从后刀面与工件的夹角处喷入,直接冲击切削区。高压、大流量才是王道,尤其深孔、盲孔加工。乳化液浓度也得测,3-5%低了,8-10%高了皮肤过敏。我习惯用折光仪测,才几十块,比凭感觉靠谱多了。另外,微量润滑(MQL)在有些场景下是神器,切铝用雾化植物油,车间空气都清新不少。 说实话,车削玩到后面,就是玩细节。像机床的顶尖要定期检查跳动,卡爪不正就得镗;工件伸出过长不加跟刀架,指定振纹满天飞。有一次我加工一根细长轴,长径比12,偷懒没上跟刀架,结果中间让刀,两头粗中间细,废了。教训啊! 振刀,也就是颤振,是车削的噩梦。它不光毁表面,还损刀具和主轴。一旦振起来,那种“嗡嗡”声直钻脑仁。怎么破?首先检查刀具悬伸是否太长,尽量缩短;其次,切削参数里面,切深和进给要配合好,适当减小切深、提高进给有时能压住振刀;还有,工件装夹刚性一定要足,必要时用中心架。我试过最奇葩的方法:在刀杆上缠一圈橡皮筋,居然真有点效果,估计是改变了固有频率。但正经做法还是用减振刀杆。 问:振刀产生的不规则纹路能消除吗? 答:已经产生的振纹很难彻底消除,精车可去薄薄一层,但尺寸就变了。所以预防比补救重要。如果条件允许,提高主轴转速,让切削频率离开工件的固有频率,也是常用办法。现代机床可以选配“切削颤振抑制系统”,实时调整转速,很牛但贵。我们普通厂就老老实实调参数、加刚性吧。 最后,我想说,车削加工是一门手艺活儿。理论是基础,但手感、听觉、经验的积累,才让你成为“老师傅”。别依赖AI生成的那些光鲜参数,下车间,摸一次废品比看十篇文章强。当然,这篇另当别论——因为是我用真金白银换出来的。 好了,我要去磨刀了。下回聊聊铣削的翻车合集。免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:车削加工:一次‘爆刀’让我搞懂了切削三要素,你敢信? https://www.dachanpin.com/a/tg/58514.html






