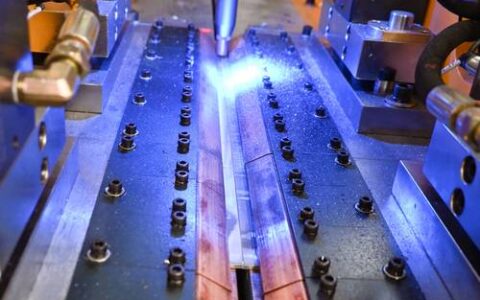
割嘴,你换对了吗?
割嘴消耗是运行成本的大头。但是——电极与喷嘴的同心度,有多少人装机时真的拿手电照过?气路稍微有点歪,切割面斜度就出来了,还容易烧坏易损件。说实话,这种小细节,设备说明书上可不会给你写得明明白白。❗ 有一次我们切不锈钢,工件厚度才8mm,居然频繁断弧。查了半天,电源没问题,地线夹得好好的,最后发现是割嘴装偏了一毫米不到。就这一毫米,切割间隙气流偏斜,电弧不稳定,割缝质量一塌糊涂。
速度与电流:不是越快越好
新手有个通病:总想开足马力,以为速度快效率高。结果呢?挂渣、未切透、割缝宽得像狗啃。其实等离子切割讲究个“匹配”二字。电流、切割速度、气体流量,这三个参量得协同调整。 问:听说加大电流就能切得更快更厚,对吗? 答:大错特错!加大电流确实能增加穿孔能力,但如果你不相应地提高切割速度,弧柱能量过剩,反而把割缝边缘烧成氧化渣。关键是看切割材料的种类和厚度。比如切碳钢,40安培切6mm很舒服,但你硬要调到60安培去切同样厚度,割缝热影响区变宽,板材还可能热变形。💡记住,电流选型原则是:刚好切透,略有超前。 另外,切割速度也不能只看参数表。我遇到过一种情况:参数表给的速度是1500mm/min,但现场板子有轻微锈蚀,照搬速度直接切不透。后来降到1300,割缝质量完美。所以,最终裁决者是你的眼睛和耳朵——看火花喷射角度,听电弧声音是否顺畅。厚板切割的生死线
厚板这东西,总是让人又爱又恨。传统思维是:大功率直接上。但实际穿孔是一大难题。你有没碰到过磨了半天割嘴还是烧个坑就打住的情况?那其实就是穿孔时序没设置好。 问:切厚板时,穿孔经常失败或者喷嘴易损,怎么解决? 答:厚板穿孔最忌讳心急。必须用分级穿孔或爬坡穿孔模式。起弧时割矩抬高,让电弧在板材上方先引燃,然后缓缓降低,同时移动,熔化的金属液被气流推开,形成一个通孔后再转入切割。穿孔延时、弧压控制这些参数别偷懒用默认值,必须根据板厚微调。另外,如果条件允许,尽量从工件边缘起弧,避开直接穿孔,寿命和稳定性都会好很多。还有一种妙招是预钻一个小孔,特别适用于超厚板。
气体的秘密
气,谁都不会当回事。空气等离子,不就是压缩空气吗?错!气压不足、含水多油,简直要命。 问:为什么有时切割面会出现气孔,或者熔渣飞溅特别多? 答:大概率是气源不干净。压缩空气中含有水分、油污,进入高温弧柱分解产生氢、碳,导致割缝渗气、形成气孔。还有气压波动。有一次我们车间空压机没及时排水,结果一上午切出来的板子全是砂眼,报废率高达30%。那叫一个懊恼!之后我们加装了冷冻干燥机和三级过滤器,问题彻底解决。此外,喷嘴气流对中也很关键,稍微偏一点,一边割缝干净,另一边挂渣严重。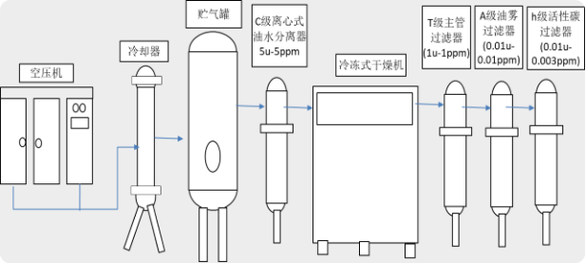
电源与接地:被忽视的致命细节
等离子电源的稳定,是整个系统的基石。但往往地线夹子随便夹一下就完了。如果工件生锈或油漆没打磨,接地电阻大了,电弧引燃困难,切割过程电压波动,甚至烧毁高频起弧器。我见过一个厂子就因为地线松脱,把一台进口电源的PWM模块给干掉了,老心疼了。❗ 所以工作前一定要检查地线夹钳口是否清洁,夹在工件正极可靠位置。还有,功率线缆别盘起来,大电流下会产生感抗,影响电弧特性。安全不是口号
等离子弧光比普通焊弧强得多,紫外线、红外线、烟雾都挺厉害。强光会轻度灼伤皮肤,就像晒伤一样。护目镜必须选对遮光号,一般8号以上。千万别图省事只戴普通墨镜,绝对不行。 还有,切割镀锌板产生的白烟有毒,通风必须到位。我每次干这种活都是戴半面罩呼吸器,不然喉咙肿痛。嗯,身体是自己的。 最后提一句:切割机轨道清理,很多人忽略了。切渣飞溅粘在轨道上,久了导致行走不稳,切割尺寸误差累积。每天清理十分钟,省下一堆麻烦。 好了,归根结底,等离子切割是个细活。参数是死的,人是活的。多观察、多体会、多总结,才能把设备性能榨干。那些网上千篇一律的教程,看看就得了,真功夫都在车间里。免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:等离子切割:老师傅才懂的实操诀窍与常见误区 https://www.dachanpin.com/a/tg/58552.html