说实话,第一次在车间看到超声波加工,我整个人是懵的。没有飞溅的火花,没有刺耳的噪音,一块碳化硅就那么静悄悄地变成了镜面。这玩意儿——有点意思。
很多人以为超声波加工是新玩意儿,其实它已经默默发展了七十多年。不过话说回来,真正让它从实验室走进产线的,还是近十年压电陶瓷和数控技术的突破。你看现在,手机陶瓷背板、航空发动机叶片气膜孔,这些以前让人头疼的工序,超声波加工处理起来反而得心应手。
超声波加工的原理并不神秘
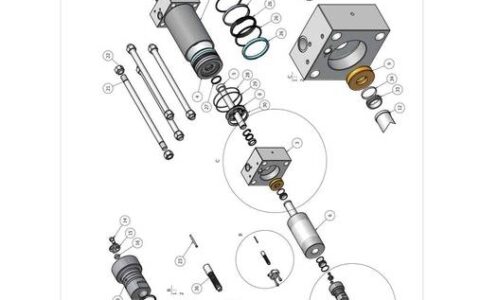
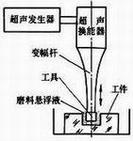
简单说吧:一个高频振动的工具头,带动磨料悬浮液中的微小颗粒,像无数把小锤子一样高速撞击工件表面。注意——是撞击,不是切削!这一点直接决定了它能加工什么材料。导电的、非导电的,只要够硬够脆,比如玻璃、石英、陶瓷、碳纤维复合材料,它都能啃得动。对,就连半导体硅片,现在也有人在尝试用超声辅助做微孔。
但你要是觉得它万能,那可就错了。有一次我拿它试304不锈钢,结果工具头直接糊住,磨料嵌进去拔不出来,那场面——唉,不提了。所以,✅重点一:工件硬度必须足够高,否则塑性材料只会让你怀疑人生。
振动频率通常在20到40千赫兹,振幅也就几十微米。可别小看这点幅度,加速度能达到重力的一万倍以上。啥概念?相当于磨粒瞬间获得超大动能,连续冲击脆性材料表面,形成微裂纹,然后材料一点点剥落。整个过程几乎没有热影响区,残余应力也小得忽略不计。加工精度?保守地说,孔径公差做到±5微米很轻松,表面粗糙度Ra0.2以下也不是吹牛。
实际应用中的那些细节,没人会告诉你
理论归理论,实操起来全是坑。最典型的就是工具头的磨损。超声振动带来的空化效应,一边帮你去除材料,一边也在啃食工具本身。尤其是加工深孔时,磨料循环跟不上,工具底部会形成负压区,干磨几下就报废。我现在的习惯是:❗定制变幅杆时,务必让供应商优化流道设计,别省那几百块钱。
另一个常被忽视的点——磨料的选择。碳化硼、碳化硅、金刚石微粉,各有各的脾气。比如加工SiC陶瓷,很多人用绿碳化硅,成本低,但表面容易崩边。我试过换用金刚石微粉,粒度W5到W10,配合适当的悬浮液粘度,崩边率能降低70%以上。当然,成本也翻了几倍。值不值?看零件要求了,要是航空航天件,没得选。

还有频率跟踪这个功能,现在大部分数控超声设备都有,但粗加工和精加工的策略得分开。我之前图省事,全程用自动跟踪,结果精加工时谐振点漂移,孔圆度直接超差。后来学乖了,粗加工自动,精加工手动锁频,虽然麻烦,但成品率从85%提到98%——这数据我记在车间白板上呢。
问:超声波能加工金属吗?网上说法很乱。
答:能,但通常不是主角。对金属,超声波主要是辅助作用,比如超声振动车削、磨削,用来降低切削力、排屑更顺畅。直接像加工玻璃那样用磨料撞击,对一般金属效率极低,工具损耗也吓人。不过有个例外,金属基复合材料,比如铝基碳化硅,超声加工效果就很好,因为硬质相可以被磨料有效去除。
问:我们厂想上超声波加工设备,怎么看设备好坏?
答:别听销售吹参数,直接带料去试!尤其注意三点:第一,换能器发热情况,连续工作半小时后手感温度不能超过50℃,否则能量转换效率肯定虚标。第二,振动稳定性,拿激光测振仪扫一下,看振幅波动是否在5%以内。第三,观察工具头下降时,磨料悬浮液是否能在加工区域形成稳定涡流,这直接关系到排屑和冷却。还有个小诀窍💡:让厂家提供同一套工具加工第1个和第100个孔的数据对比,一致性才是硬道理。
2025年了,这些新动向值得关注
这两年,微细超声波加工发展很快。直径0.1毫米以下的孔,以前靠激光,但重铸层和微裂纹让人头疼。现在用超声加工,配合超细金刚石磨料,孔壁光滑得能反光。医疗行业的微流控芯片、喷丝头,都在尝鲜。
另外,多轴联动超声加工开始普及。五轴机床配上超声主轴,可以加工自由曲面上的异形孔,比如叶片气膜孔的扩散段。以前得靠电火花,之后还要去重铸层,现在一步到位,节能又省时。我上个月参观一家做航空发动机叶片的厂,他们新上的六轴超声加工中心,加工一个单晶叶片上的六个不同角度的气膜孔,包括扩散形,总共只要八分钟。老方法至少四十分钟,还得加后处理。
绿色制造也是绕不开的话题。传统磨料流会产生废液,处理成本不低。有团队在搞干式超声加工,用气体带动磨料,虽然没有悬浮液均匀,但特定场景下已经可用了。还有冰粒射流辅助超声,冰粒冲击后融化,不但降温还零污染,就是配套设备太贵,等量产吧。
说实话,写到这儿我突然觉得,超声波加工有点像一门被低估的手艺。它不是那种轰轰烈烈的技术,但在精密硬脆材料领域,它细腻、执着,而且确实管用。下次遇到难啃的陶瓷零件,不妨试试超声。或许你会跟我当初一样,先懵,然后上瘾。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:超声波加工:硬脆材料的克星,还是被低估的精密利器? https://www.dachanpin.com/a/tg/58560.html