直到有一次,一条产线连续报废了12块零件,损失大几万,调查下来,发现早在三天前,控制图上的点子就已经飘到了上限,只是没人看!没人报警!那一刻我才意识到,SPC不是没用的表格,是我们自己把它玩死了。
今天再聊统计过程控制(SPC),感觉已经像是在说上个世纪的东西。可偏偏在智能制造的浪潮下,它突然又活了,而且活得比谁都带劲。
SPC 不是一堆图表,是制造系统的血压计
很多人以为过程控制就是画个图、算个 Cpk。错。大错特错。SPC的核心逻辑,是通过统计手段,把过程波动的“噪音”和“信号”分开。什么是噪音?是原材料批次间的微小差异、环境温度的变化、刀具的正常磨损。什么是信号?是工装夹具突然松动、冷却液浓度超标、新来的操作工调错了参数。

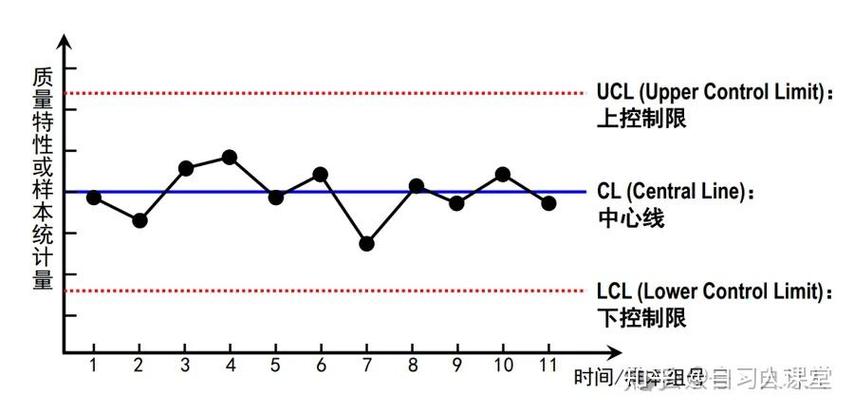
真正懂行的人,会盯着控制图上的点迹趋势发呆。7个点连续上升,哪怕一个都没超线,心里也得咯噔一下——这可能是刀具钝了,切削力在悄悄变大。可你猜怎么着?大部分工厂的SPC,只会在超差之后才触发“围堵”。亡羊补牢,有用吗?有点用,但已经赔进去一堆返工成本了。
我特别反感把 过程能力指数 当成KPI来考核。Cp、Cpk、Pp、Ppk,算出来1.67就万事大吉,1.33就皱眉。这些数字的背后,是客户的抱怨风险啊!举个真实案例:一家注塑厂给医疗客户供货,Cpk长期稳定在1.5,看起来不错吧?结果连续三个月收到投诉,说产品装配间隙时大时小。一查,问题根本不在均值偏移,而是波动形态变了——从正态分布变成了双峰分布!因为早班和晚班的模温设定差了两度,两个班的零件混在一起,Cpk居然还能合格,你说魔幻不魔幻?
这就是静态指标的盲区。所以现在越来越多人开始提 实时SPC,不是事后算账,是把数据流接到控制图上,每分钟更新,甚至用AI抓异常模式。我亲眼见过一套系统,在主轴负载出现异常锯齿波的时候,提前20分钟预测刀具崩刃——那一刻我觉得,SPC终于从“形式主义”变成了“镇妖镜”。
为什么你的控制图总在误报警?
说到痛处了。传统控制图用3σ原则,假设数据正态、独立、同分布。但现实呢?很多过程天生就是非正态的,比如跳动、圆度、平行度——这些几何公差的数据,经常拖个长尾。你还硬套正态分布,那上下控制限就成了笑话,虚发警报能把你烦死。
还有组内变异和组间变异搞不清楚。抽样的时候,一股脑取5个连续零件,觉得这就是子组。如果这5个零件刚好挨着,组内变异极小,控制限就会收得特别窄。结果后续点频繁出界,操作工跑来调机床,调来调去反而把过程搞乱了。这种事我经历过,太崩溃了。后来强制要求子组要跨时间抽取,比如每半小时抽一件,5件跨越2.5小时,控制图立马安静了——不是问题没了,是问题被正确地识别了。
现在稍微先进点的工厂,已经开始用 EWMA控制图 或 CUSUM控制图 了。对微小偏移敏感,不像传统休哈特图那样迟钝。不过话说回来,工具再先进,人的判断力跟不上也是白搭。我见过太多工程师,看到个界外点就急着调参数,根本不去看模具温度、材料批次、环境振动。SPC告诉你过程变了,但没告诉你为什么变——后面那段路,还得靠工艺经验和鱼骨图。
问与答:工程师最挠头的那些 SPC 问题
问:我们公司准备上实时SPC,但是设备老旧,数据取不出来怎么办?
答:这几乎是中小工厂的通病。说实话,别一上来就想着全自动采集。先人工录入,Excel都行,但是要保证频次。我见过一家做轴承的工厂,一开始就是检验员用平板电脑手工录入关键尺寸,画面实时生成趋势图。半年后,用数据说服老板改造旧机床,加装传感器。一步步来,数据积累的价值本身就是推动力。要是硬等设备升级,黄花菜都凉了。❗
问:Cpk 达到多少才算安全?是不是越高越好?
答:这是误区!Cpk 太高意味着成本浪费。比如你车一根轴,公差带 ±0.05mm,结果过程能力 Cpk=2.0,说明你的实际波动范围可能只有 ±0.025mm,这多半是用了更贵的设备、更慢的切削参数。在满足客户要求的前提下,Cpk 1.33 到 1.67 是比较经济的区间。但前提是过程稳定!如果过程不稳定,Cpk 再高也是自欺欺人,因为那很可能只是某个时间段的假象。💡
智能制造时代,SPC 的涅槃重生

现在谈工业4.0、数字孪生,SPC 反而成了底层基石。你想啊,没有对过程波动的精确量化,你建个数字孪生有什么用?模拟出来的数据跟真实物理世界对不上,迟早要栽跟头。
我特别关注一个趋势:边缘计算 + SPC。在产线旁边放个工控机,直接跑算法,毫秒级判断零件是否异常。你不需要把海量数据传到云端再等反馈,那太慢了。有些控制图判异规则,比如“连续6点递增或递减”,靠人眼盯屏不现实,但机器可以轻松做到。还有更复杂的多元SPC,同时监控十几个关联尺寸,一旦整体偏移,立刻触发预警。
不过,别以为上了系统就高枕无忧。我最近调研一家新能源电池厂,他们上了全套MES和SPC模块,结果发现一个致命问题:数据清洗没做好。传感器偶尔跳变、人工录入单位搞错(毫米写成厘米),这些脏数据直接喂进SPC,导致控制限被拉宽,真正的小偏移根本检测不到。结果连续三个月,电极涂布厚度悄悄漂移,损失惨重。他们这才醒悟,SPC不是数据接收器,是数据质量的放大镜。
最后聊点主观的。干质量这些年,我觉得SPC最迷人的地方,是它用冷冰冰的数字,逼着你承认过程的“无能”。人都有侥幸心理,觉得“差不多就行”。但控制图会把这种“差不多”赤裸裸地摊开——波动就是波动,漂移就是漂移。接受它,然后系统性地去改善,这才是工程师该有的样子。✅
所以,不要只把SPC当成应付客户审核的文件。它是一面镜子,照出你制造过程的真实模样。哪怕一开始用得磕磕绊绊,也强过闭着眼睛开车。毕竟,在质量的世界里,没有控制的过程,就是一场蒙着眼睛的赌博。赌赢了是运气,赌输了,可都是真金白银的代价。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:统计过程控制(SPC):从杀人于无形到工厂的镇妖镜 https://www.dachanpin.com/a/tg/58631.html