单件流的核心不在“一件”,而在“流”。可惜大多数人只学会数数,没搞懂流动。你要是也以为把批量改成1就是单件流,赶紧打住,这坑我十年前就跳过,摔得门牙都豁了。
你没见过的真正单件流长啥样
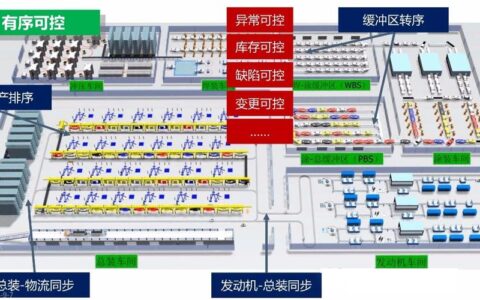
活见鬼的单件流,是像水流一样,没有淤积、没有倒灌。零件从第一站进去,一路漂到包装,中途不停顿、不绕路、不排队。2008年我在丰田九州工厂第一次见到时,愣是站在线头看了二十分钟——不是看产品,是看线边竟然 没有在制品!手一伸就拿到上一站刚完成的件,干完立刻递给下一站,中间连个缓冲滑槽都没有。那种压迫感……怎么说呢,就像你撒尿时后面有人排队等着,你尿慢了自己都脸红。
当时心里只有一句:妈的,我们厂那满地堆的箱子都是什么玩意啊。
后来自己推单件流,才知道那种“尿急感”不是靠吼出来的。需要背后一堆东西撑着。不然线体一开,五分钟就断流,然后大家干瞪眼——然后恢复老样子。多少工厂的“单件流”最后都成了摆设,就是因为以为摆个U型线、挂块看板就成了,结果三天打回原形。
断流的锅,九成是节拍没搭准

所以第一步,节拍时间必须测准,而且不是平均值。是能持续跑的最快稳定节拍。很多工程师拿秒表卡个三四次就填表,那不叫测节拍,那叫碰运气。我亲眼见过某条线按“平均节拍”设计,结果上线第一天就发现瓶颈工位实际波动高达40%——每次换钻头多花20秒,一天换二十次,积累下来快一小时,全线停摆。
问:那我们做小批量多品种,节拍天天变,怎么搞单件流?
答:谁让你死磕一个节拍了?柔性单件流的核心是标准化作业+快速切换。你把切换时间压缩到十分钟以内,SMED搞起来,换型跟眨个眼似的,节拍自然能调。我们去年给一个做液压阀的厂改造,原来说“品种太多没法走单件”,结果帮他们把工装预置、并行作业搞上去,切换从45分钟降到8分钟,现在三条混合线跑单件流,交期缩短了60%!那老板大晚上给我发红包,啧……

还有一个容易栽跟头的地方:平衡率不是100%最好。真有傻白甜IE把每个工位调到秒表一模一样,结果一跑就崩——因为忘了人不是机器,会有疲劳、会有变异。留5%~8%的余量,让瓶颈稍微突出来,用定时不定量或者定员不定岗的柔性方式调节,比死磕理论平衡率管用得多。
数字化加持,单件流从“人治”变“数治”

问:小厂没钱上系统,就靠人盯行不行?
答:行是行,但非常吃人和管理力度。我们早期在一个五十人的钣金车间搞单件流,没有系统,全靠产线小组自己填“红黄绿”卡片记录异常,每天下班线长汇总。坚持了八个月,确实把设备故障率压低了40%。但人累啊,线长差点辞职。这套“人肉安灯”能不能跑起来,完全看一线班组长愿不愿意较真。所以现在哪怕小厂,我也建议至少上个便宜的平板安灯,一年几千块钱,值。
单件流进了数字时代,还有一个新姿势:虚拟单件流。有些工序没法物理连成一条线(比如需要老化、烘烤),就用电子看板+条码做拉动,让信息流件件对应,实现逻辑上的单件流。我们去年帮一个SMT车间改造,波峰焊后要在线外老化两小时,以前堆成山,现在划分小批量,用RFID绑定老化箱位置,系统精确计算上线时间,出来的板子直接流入组装线,少了三分之二的周转仓位。这算是单件流的变体——流动不一定是物理的,信息先流动起来。

最后说句得罪人的:单件流不是精益的终点,它是一个照妖镜。照出你的计划不准、质量不稳、设备常坏、物料乱套。如果你不敢照,就继续玩你的大批量。如果你敢,准备好前几个月脱层皮,然后——用我客户的原话——“妈的,原来产线可以这么清爽,钱真的能省出来。”
单件流,不干不知道,一干戒不掉。但你得真的会干。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:单件流,不做拉倒一做就套牢? https://www.dachanpin.com/a/tg/58615.html