去年去一家模具厂,老板指着一排传统机床叹气:这些家伙,没个三五年经验根本玩不转。转身又领我去看角落里的金属3D打印机——就那么安静地躺着,打印头一层层铺粉,隔天就能“长”出一个随形冷却流道的模芯。那瞬间我突然觉得,增材制造(3D打印)就像个闯进车间的魔术师,但问题是……魔术能变成常态么?
从原型到批量:增材制造的规模化之痛
我们都太熟悉那个场景了:设计部门扔过来一个奇形怪状的拓扑优化模型,传统工艺直接摇头。然后增材制造(3D打印)挺身而出,完美交付,全场鼓掌。可一旦说到批量生产,气氛就微妙了。别说金属打印了,就连成熟的尼龙烧结,一百个零件摆在一起,尺寸一致性还是让人挠头。我见过某航天部件供应商,为了用SLM(选择性激光熔化)跑量产,光工艺参数调了快半年——激光功率、扫描速度、铺粉层厚,变量多到像在解多元方程。不是机器不行,是工业级增材制造的工艺窗口实在太窄,稍有波动就出缺陷。
不过话说回来,进步也够生猛。去年德国Formnext展上,配备多激光头、大幅面的金属机开始玩连续生产,打印速度直接翻倍。国内一些厂子也不虚,像铂力特、华曙高科,设备稳定性悄悄上来了。但一台几百万的设备,总不能只打几个复杂件当摆设吧?
金属粉末的魔咒:材料如何决定成败
很多人以为,给3D打印机喂什么粉,它都能吞。错得离谱。早期我们用进口粉末,贵得肉疼——一公斤钛合金粉末动辄四五千,打印时候飞溅的粉末都像撒钱。更气人的是,不同批次的粉末流动性一旦有微妙差异,打印件品质立刻变脸!这几年国内粉末厂商咬牙追赶,国产化率是上来了,但高端产品——比如镍基高温合金的球形度、氧含量控制——仍像在心电图边缘跳舞。有一次试粉末,供应商信誓旦旦说指标完美,结果打印出的零件内部细微裂纹,X光下触目惊心。💡
问:现在用金属3D打印一个零件,成本能比传统铸造低吗?
答:得具体看。如果单论材料成本和打印工时,大部分时候还是比铸造贵,尤其大批量。可一旦零件结构足够复杂、需要合并装配体,或者传统开模成本摊不平,增材制造就亮出底牌了。我们算过,一个十几件焊接的液压阀块用一体化打印,省掉焊接和流道加工,综合成本反而降了25%。而且少了库存积压,这一点很多老板没算过细账。
后处理的隐秘成本:别说你懂增材制造
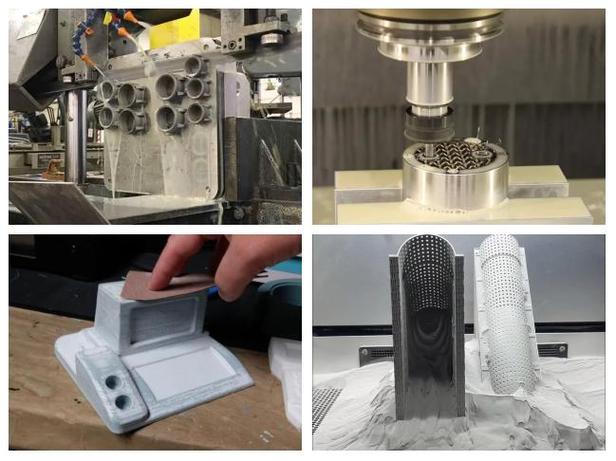
打印完就完了?天真。任何一个真正搞过DED(定向能量沉积)或粉末床熔融的工程师都会告诉你,后处理才是吞金兽。支撑去除、线切割分离零件、热等静压消除内应力、表面喷砂……有时还得多轴CNC精加工。最崩溃的是,大型金属件在去应力退火过程中,一旦没控制好升温速率,零件能曲扭成抽象雕塑,几个昼夜的打印直接报废。❗
问:增材制造出来的零件表面粗糙度如何?能直接装配吗?
答:说实话,但凡接触过SLM的都知道,打印出来的表面就像精细的砂纸,Ra值普遍在5-15微米,流道内壁还挂着半熔粉末。除非你是那种对粗糙度不敏感的嵌件,否则必须后处理。特别是配合面,我们通常要留0.3毫米以上的加工余量。当然,这几年有激光抛光之类的新技术冒出来,但普及度还远着呢。
另一个容易被忽略的坑是粉末回收。按说未熔的粉能循环用,实际上经过几次高温烘烤、筛分,粉末的粒径分布和含氧量就漂移了,只能降级使用,不然成品性能掉得让你怀疑人生。所以材料利用率看着高,背后还有笔环保处理的账。
写到这儿,忽然想起去年拜访的一家模具钢企业,他们用3D打印随形水路镶件,注射周期缩短了40%。车间主任叼着烟说:机器贵是贵,但订单交付快多了,客户不跑单。✅或许,增材制造(3D打印)真正的战场不是替代传统制造,而是重新定义“交付能力”这件事。你说呢。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:增材制造(3D打印):工业批产的“最后一公里” https://www.dachanpin.com/a/tg/58834.html