那天凌晨三点,我被电话吵醒——生产线停了。赶到现场,触摸屏上所有信号正常,梯形图监控一切OK,继电器该吸合的吸合。可传送带就是纹丝不动。我瞪着那个小小的PLC,恨不得把它拆了。说实话,干自动化这行十几年,最怕的不是烧模块,不是程序bug,而是这种“薛定谔的故障”。你明明看得见逻辑是对的,它就是给你摆烂。后来怎么解决的?把柜门打开,拿个小风扇对着CPU猛吹——好了。玄吧?其实就是散热死角导致内部元件温漂,模拟量基准飘了。类似的事儿,我猜你也碰到过。
现在一说工业4.0,大家都盯着什么边缘计算、TSN,可基础的控制器坑还多着呢。今天不聊高大上,就说说那些让人血压飙升的PLC实战细节。如果你是新手,赶紧避开;老鸟的话——咱们一起倒倒苦水。
硬件没坏,程序没错,但它就是不动——聊聊干扰
有一次,一套灌装线,一到下午三点准时乱动作。电磁阀自己在那“咔哒咔哒”,像闹鬼。我们查了供电、查了接地、换了CPU、重写了程序……折腾三天。最后发现,隔壁厂房下午三点有台老式冲床开机,电网谐波顺着桥架窜过来,PLC输入点感应出虚电压!你说气人不气人。❗后来在输入回路加了阻容吸收,又用屏蔽双绞线重新走线,总算老实了。

很多人以为PLC抗干扰能力是无敌的。它确实比单片机皮实,但架不住现场环境的“复合型攻击”——变频器谐波、大接触器电弧、甚至对讲机靠近柜门发射的射频,都能让高速计数突然多几个脉冲。有个同行更离谱:他们的流量计信号线跟电焊机地线共了一个穿线管,每次电焊一打火,PLC数值直接飙到天上去。💡所以别只看说明书上的EMC指标,实地布线是最容易妥协的环节。弱电信号、强电电缆务必分层走,模拟量必须用屏蔽线,屏蔽层单端接地——这仨原则说起来简单,违反一条就可能让你查到怀疑人生。
升级固件?别冲动
厂商技术支持的嘴,骗人的鬼。一有问题,他们就说:“建议升级到最新固件。”我吃过两次亏后,除非明确修复了我遇到的bug,否则打死不升。去年有个项目,用了某主流中型PLC,新固件号称优化了通讯效率。升完级,原本跑得好好的Modbus TCP轮询,突然间歇性丢包。问技术,他们说“没听说别人遇到过”——这话耳熟吧?后来查了论坛,英文版的有提到,新固件改了Socket超时策略,导致一些第三方面板的握手过程失败。降回老版本瞬间清净。

问:PLC系统跑着好好的,有必要定期升级固件吗?
答:除非有以下情况,否则别碰:①安全漏洞直接威胁设备或网络;②故障现象确认为固件已知缺陷,且新版Release Note明确指出修复;③新功能是你生产急需的,并且你备好了紧急回滚方案。现在很多PLC不支持固件降级,或者降级后用户程序不兼容——这坑一踩就是停产大半天,加上重新调试,老板脸比PLC的RUN灯还绿。
梯形图明明逻辑对,为什么输出乱跳?——扫描周期陷阱
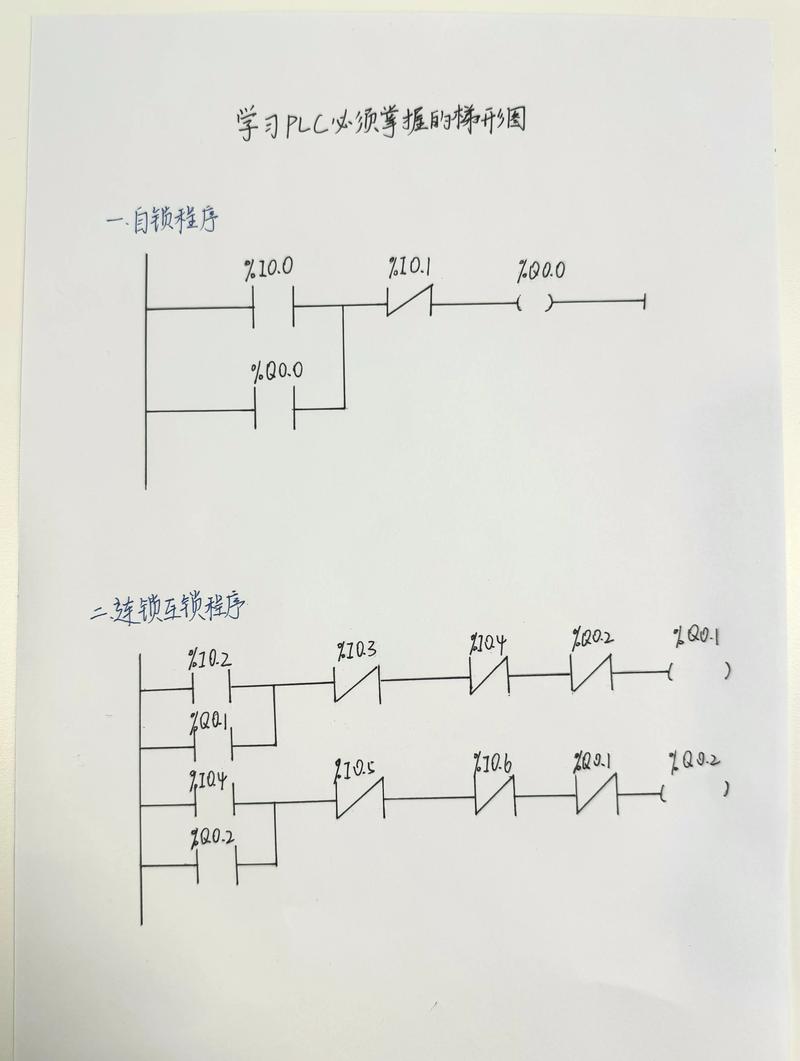
还是拿那个灌装线举例。早期我们用定时器配合中间继电器做顺序控制,偶尔会发生瓶子明明到位了,气缸却延迟半拍动作。看程序,逻辑完美。后来我把程序监控打开,扫描时间一放,发现偶尔有个通讯中断会拖长扫描周期,导致某个常开触点还没来得及刷新,程序已经扫过去了。用PLC的行话说,就是“触点竞争”。解决?把关键联锁信号挪到子程序或者用立即输入指令,强迫物理读取。说实话,用ST语言搞过程控制的话,这类问题会少很多,但很多老师傅还是习惯梯形图——对吧,习惯难改。
问:高速计数和位置控制总觉得不稳定,是不是PLC性能不够?
答:先别急着怪CPU。多数中小型PLC的高速计数器都是硬件实现的,跟扫描周期无关。如果你的编码器信号抖动,先查机械震动导致的信号毛刺,用示波器抓一下波形比换PLC管用。另外,现场接地是不是单点接地?编码器电缆有没有经过变频器动力线?我碰到过最夸张的:高速计数模块偶尔丢脉冲,原来是因为电柜空调压缩机启动时,瞬间电压跌落太多——给PLC单独加个小UPS完事儿。真的,很多时候问题在配电和EMC上,而不是那个可怜的小灰盒子。
选型别只看点数
去年给一个污水处理站做改造,当初选型为了省几百块,选了某品牌的基础型PLC。程序写一半发现,我想用的一个数值转换指令它不支持!后来只能用加减乘除硬拼,程序又臭又长,还容易溢出。查手册才知道,那款PLC的固件裁剪得厉害,连浮点运算库都缺。后来多花了钱换成标准型,想想真是捡芝麻丢西瓜。💸还有一个:通讯扩展能力。很多设备看着有串口、有网口,但并行通讯的时候CPU占用率会飙到90%以上。如果你打算把PLC当数据网关,那得看仔细了,特别是跑MQTT这类长连接时,务必要有硬件协议栈或通讯协处理器,否则过几小时断一次,折磨死你。
最后说个最近的事儿——PLC又保护了我一次。那天一台离心机振动值突然超大,幸好我在程序里做了趋势判断,触发紧急停车,齿箱才没完全崩掉。虽然也停了产,但维修费从几十万降到了几万块。工业现场就是这样,你永远不知道下一秒有什么“惊喜”。我们搞控制的人,最后都会敬畏那些看不见的细节:接线端子的扭矩、地线的粗细、程序里一个几百毫秒的滤波。
好了,吐了一堆槽。希望你别遇到我这些破事儿。如果真碰上了——也别慌,先泡杯茶,拿万用表测测基准电压,大概率不是PLC的错。😶
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:可编程逻辑控制器(PLC)的“玄学”故障,我受够了 https://www.dachanpin.com/a/tg/58854.html