说实话,在亲眼看到那台砂型打印机之前——对,就是车间里那个嗡嗡作响的大家伙——我一直觉得铸造这个行当,骨子里还透着两千年前的烟火气。木模、砂箱、浇注…… 不过话说回来,那次参观彻底颠覆了我的认知。❗
传统砂型铸造:经验依赖与数据断点
传统砂型铸造,怎么说呢,老师傅的手艺太关键了。合箱时砂粒的紧实度,靠手一捏,“手感”成了质量判据。但问题是,这种隐性知识没法量化。尺寸超差?缩松?气孔?原因分析常常像猜谜。更头疼的是试模周期——模具修改动辄数周,成本堆上去,市场窗口却关了。💡
我曾在某泵阀厂见过一摞摞工艺卡,上面全是红笔标注的失败记录。技术科长摇头:“一个叶轮铸件,废品率能到15%,原因?说不清,可能是排气,可能是浇温。” 数据断点,这就是最大的黑箱。没错,铸造工艺的复杂性决定了其过程控制太难。每道工序都有变量,砂处理、造型、熔炼…… 而数字化最薄弱的环节,恰恰在模具和砂型的制造方式上。
3D打印砂型:从“开模”到“直接成型”的工艺跳变
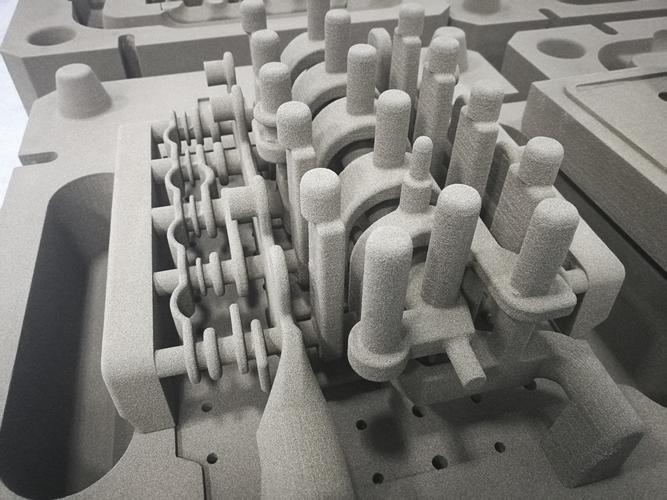
当3D打印进入这个领域——我说的可不是那种桌面级玩具——工业级砂型打印机,使用呋喃树脂或酚醛树脂作为粘结剂,直接把型砂喷射固化成型。✅ 你没听错,不需要模具,就能造出复杂内腔的砂型。水套、油道,那些传统工艺得用好几个砂芯拼接的鬼地方,现在一次打印成型。
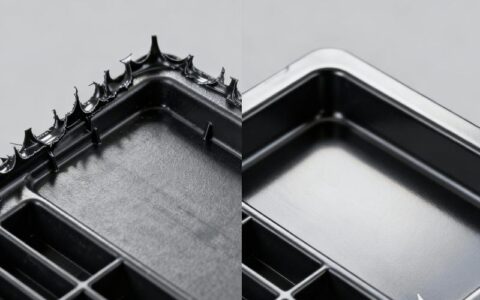
精度呢?传统造型线能做到CT8级就烧高香了,而打印砂型轻松达到CT5-6级。关键是,设计自由度被彻底释放了。过去因为起模斜度、分型面的限制,铸件不得不增加很多工艺凸台;现在,拓扑优化的轻量化结构可以直接打印成砂型。想想看,对于航空零部件,减重一克都是进步……
但是——总要有个但是——打印砂型的强度控制是个棘手难题。树脂加入量多了,发气量大,铸件容易产生气孔;少了,型砂强度不够,搬动时掉砂。这中间的平衡,全靠工艺参数调试。我曾经因为一个缸盖砂型强度不足,浇注时崩掉一块砂,整炉钢水报废……那种懊恼,啧。所以,工艺仿真软件此时扮演了救世主的角色,提前模拟金属液充型和凝固,规避缺陷。
数字化平台:铸造工艺的“预测式”管控
说到仿真,现在的铸造工艺如果还停留在“试错”阶段,那就太原始了。ProCAST、MAGMA这类软件,结合热物性参数,能模拟出凝固过程的温度场、应力场。热节在哪?缩孔倾向多大?一目了然。💡
问:仿真能彻底替代试模吗?
答:不能100%替代,但能把试模次数降到1-2次。以前一种大型铸钢件,需要5-6次试制才能定型,现在依靠仿真+3D打印砂型,一次成功率能到90%。关键是,它把“事后补救”变成了“事前预测”,省下的不止是钱,更是宝贵的时间窗口。当然,软件再神,也需要准确的材料数据库和边界条件,输入垃圾,出来的也是垃圾。所以别神化它。
更进一步,将打印设备、仿真平台、MES系统打通,形成工艺参数闭环。每一批砂型的打印参数自动记录,与铸件质量数据关联,机器学习算法甚至能开始优化树脂喷射量。铸造的黑箱,慢慢变得透明。虽然现在能做成的工厂没几家,但方向没错。
实践案例与ROI:一位工程师的账本
问:3D打印砂型成本是不是高得离谱?
答:单件打印成本确实比批量模具砂型高,但别忘了,它消灭了模具摊销。对于小批量、多品种、复杂铸件,比如工程机械的液压阀块,模具费用动辄十几万,打印砂型反而更划算。而且,开发周期从4-6周压缩到3-5天,这时间价值怎么算?
某新能源汽车公司开发电机壳,用传统方法做样件,模具改了三轮,耗时两个月,花了20万。后来咬牙上了3D打印砂型,三个设计方案同时迭代,两周搞定,总费用才8万。项目负责人原话:“再也不想回到那个等模具的焦虑里了。” ❗
问:打印砂型能适应大规模生产吗?
答:目前看,还不能完全替代机械造型线。单机打印速度每分钟约1-2升,大规模生产节拍跟不上。但作为互补,它在试制、复杂件生产、备件市场已经不可替代。一些铸造厂采用混合模式:量大的用传统模具,量小或复杂的用打印,灵活切换。这种模式把资产利用率提上去,我见过一家企业,设备综合效率OEE因此提升了12个百分点。💡
不过,数字化的链式反应不止于此。砂型在打印过程中就生成了切片数据,结合扫码追溯,每一件铸件都有了数字出生证。从砂型强度、浇注温度到冷却曲线,全流程数据贯通——铸造终于不再是黑箱了,对吧?虽然实现这个,需要打通MES、ERP和LIMS……费劲,但值。
最后想说,我见过太多工厂,花大价钱买回设备,却让它在角落里吃灰。因为操作员不会用,或者工艺参数调不好。铸造工艺的创新,最终还是要靠人——懂铸造又懂数字化的工程师,太稀缺了。好了,吐槽完毕。希望这些碎碎念能给你一点启发。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:铸造工艺的数字化突围:3D打印砂型技术实践与反思 https://www.dachanpin.com/a/tg/59575.html