那些年,我们坚信的“经验”
刚入行那会,师傅告诉我:“淬火嘛,越硬越好,硬度高了耐磨。”我傻乎乎信了十年。直到一批齿轮在客户那里断齿,才明白硬度高≠强度高。过高的硬度带来脆性,就像玻璃,一敲就碎。金相组织里那些针状马氏体,长过头了就是裂纹源。 现在看着质检员还在拿硬度计当圣旨,我就头疼。 还有回火颜色——有次新来的小伙子盯着工件上那层金黄,说“这颜色漂亮,硬度肯定高”。我差点一口茶喷出来。回火色只是氧化膜厚度,跟硬度没必然联系!不同钢材、不同温度,颜色天差地别。用眼睛定工艺?那是玄学,不是科学。❗ 问:我有一批模具钢,淬完火硬度够了,但线切割时总是开裂,咋回事? 答:你这个情况我猜两种可能。一是淬火应力没消透,线切割的局部高温重新诱发了应力释放,热胀冷缩一搞,裂了。建议淬火后马上回火,别等凉透。二呢,如果你用了快走丝,表面变质层太厚,也会开裂。试试中走丝,或者切前先深冷处理,把残余奥氏体转化掉。我这边类似问题就这么解决的,别问我理论计算,实战出来的。✅真空热处理真的完美?别天真了
现在一谈高端热处理,开口闭口“真空”。真空确实好,无氧化、脱碳,零件贼亮。但别以为扔进炉子就万事大吉——加热慢、冷却慢,这两个慢就能让你哭。 有些高速钢,真空淬火后硬度上不去,因为冷速不够,碳化物析出太多。这时候氮气分压、风机转速,全是细节。我有次做一批压铸模,真空淬火后变形超差,查了三天才发现:料筐摆放不对,热循环时工件相互屏蔽辐射热。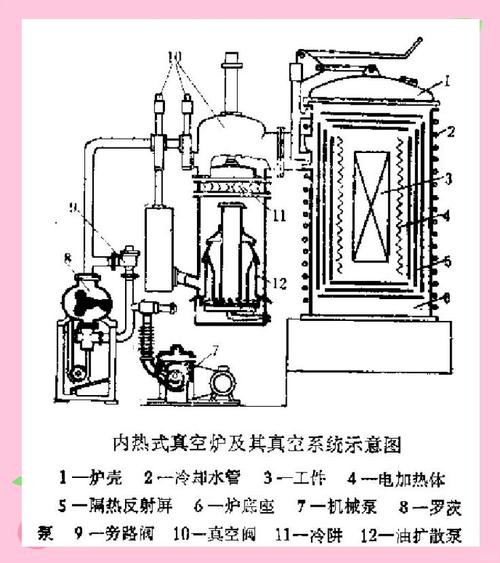
实战:搞定一个“不可能完成”的件
去年接了个活,一个细长轴,要求硬度HRC58-62,跳动小于0.03。材料是Cr12MoV,你知道这玩意淬火变形有多夸张。客户说找了五家厂,全做废了。我拿着图纸也挠头——常规油淬,变形绝对超;真空气淬,又怕硬度不够。琢磨了两天,忽然想到:用分段加热+等温淬火啊。先把轴吊装着放进炉子,300℃预热两小时匀温,再升温到950℃保温,然后吊出来悬空喷高压氮气,冷到200℃左右立刻转入低温回火炉……其实原理还是控制马氏体转变时的体积效应,让相变尽可能同步。 最后检测,跳动0.02,硬度HRC59,客户当场加单。那一刻,爽。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:热处理,别被这些“常识”坑了——一个工程师的实战笔记 https://www.dachanpin.com/a/tg/59596.html