上个月在一家冲压厂,我亲眼看见换套模具花了将近三个小时。三个小时啊!生产线就那么停着,厂长在旁边搓手,操作工满头大汗地拧螺丝、调定位……这场景熟悉不?说实话,很多工厂的换模效率还停留在上个世纪,可外面早就变天了。✅

你以为换模就是个体力活?错了。那是你没见过真正把快速换模(SMED)玩透的团队——从停机到产出第一个合格品,三分钟。你没看错,三分钟。他们不是魔术师,只是把该做的功课做在了停机之前。💡
SMED到底在折腾什么?不就是换个模具吗
SMED的全称挺唬人——Single-Minute Exchange of Die,字面意思“个位数分钟换模”。核心就一句话:把换模时间压缩到9分59秒以内。但这不是搞极限运动,而是逼迫你打破思维定式。我见过太多人一上来就抱怨:“我们设备太老,不可能那么快。”——打住,这是典型的认知陷阱。
SMED的灵魂,不是买新设备,而是区分内部作业和外部作业。内部作业:非得停机才能干的活儿,比如卸模具、装模具、对中。外部作业:可以提前准备、事后收尾的活儿,比如找工具、预热模具、调试参数。很多工厂问题出在哪儿?停机了才去找扳手,才去吊模具,才去翻工艺卡——这多傻啊,时间全浪费在等待上。😫
第一步:死磕“内”和“外”的界限
怎么区分?简单到残酷:拿个摄像机架在机台前面,录下整个换模过程。然后团队一起看,拿秒表掐,把每一步归为内部或外部。一开始你会发现,至少30%~50%的内部作业其实可以在机器运转时完成。比如,下一套模具的预热——完全可以提前插上加热棒,而不是停机了再等升温。工具、量具、紧固件,放在移动小车上提前备齐,别让操作工跑腿——这一步,光靠整理就能省出十几二十分钟。
不过话说回来,有人会纠结:我们模具重,吊运必须停机啊——也对,但吊运之前的挂绳、找重心、查行车,难道不能先做?你看,界限一划清,改善点自己就冒出来了。
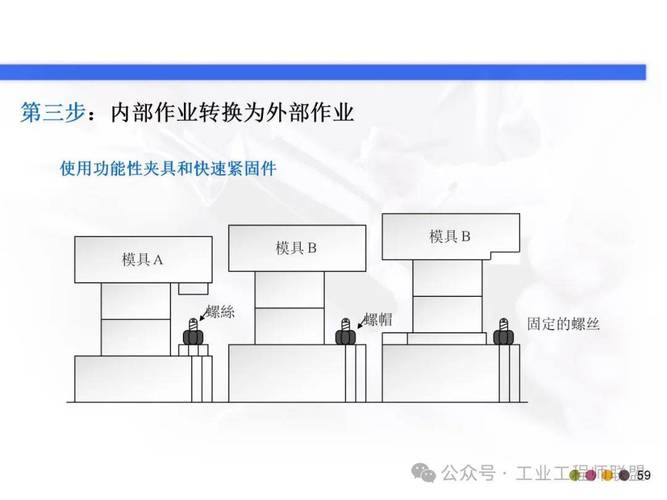
第二步:把“内部”往“外部”赶
这一步最考验脑洞。就拿刚才的模具预热举例:我们给模具装了个独立的加热系统,用快插接头,在上一批生产时就把下套模具预热到工艺温度。停机后拔掉快插,吊过来直接装上——五分钟搞定,原来光升温就要四十分钟。❗还有夹具:传统的压板螺丝,拧半天;换成液压夹具或快速夹头,扳手一推就锁死。别看这些小事,加起来就是质的飞跃。
问:内部作业转外部,是不是要花很多钱改造?
答:不一定。很多改善根本不花什么钱,比如标准化作业、提前准备、优化工具摆放。我见过一个厂,只花两百块钱做了个工具托盘,换模时间就从50分钟降到28分钟。关键是先有意识,再找方案。液压夹具可能贵点,但有些快换机构可以自己做,比如用定位销加偏心轮,成本极低。
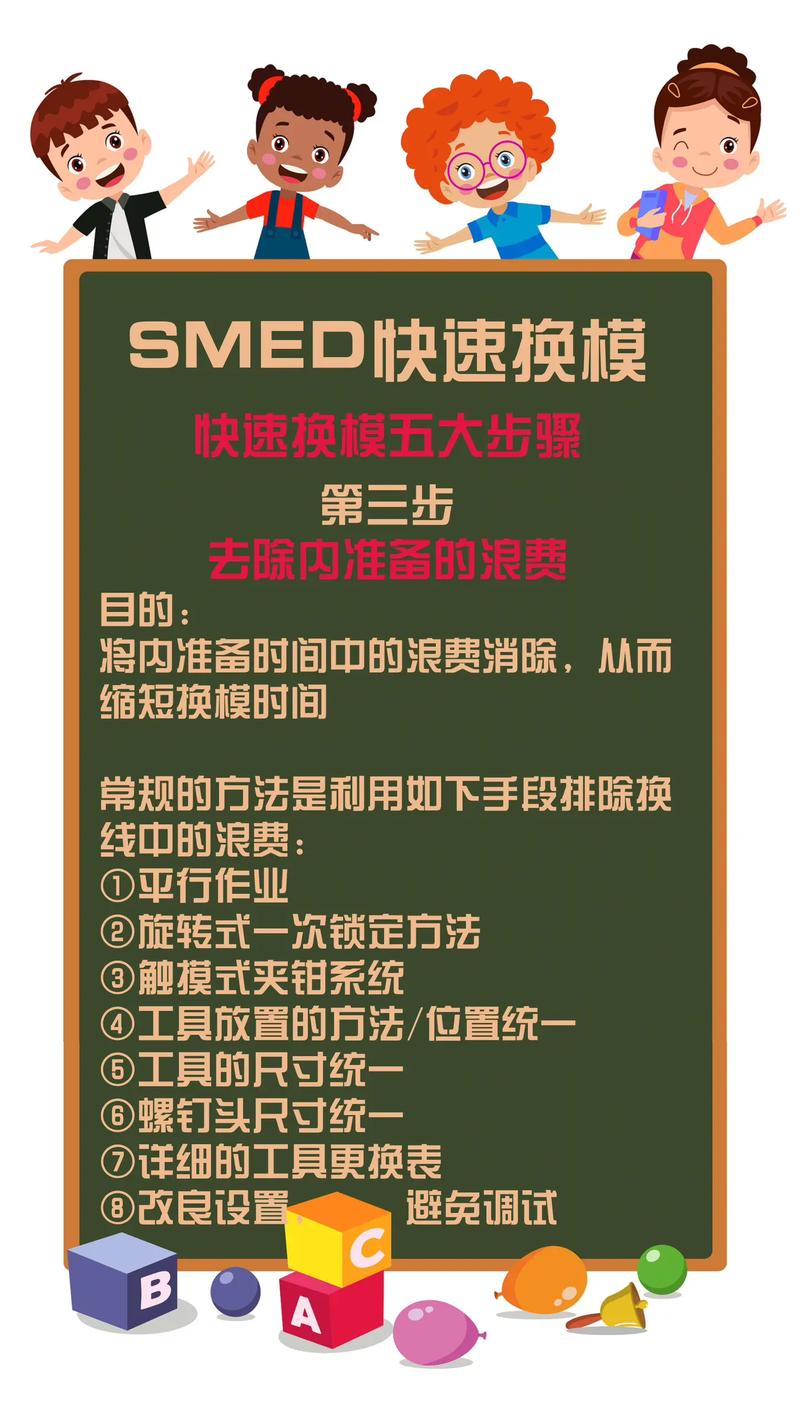
第三步:优化剩下的内部作业——并行、简化、消除
当你把能踢出去的都踢出去了,剩下的内部作业就得“榨油水”了。并行作业最见效:原本一个人干所有步骤,现在分两个甚至三个人同时操作——前提是安全,别互相干扰。比如,前面卸模具的同时,后面就有人预装定位块;一边拆水管气管,另一边就有人清理模腔。时间直接砍半。简化呢?把那些繁琐的调整干掉:用刻度指示取代凭感觉;用限位块替代反复试尺寸;把模具高度标准化,告别加减垫片。对,就是这些屁大点事儿,累积起来吓死人。
问:我们工人少,没法并行作业怎么办?
答:那就更应该做外部化。把准备工作做到极致,让停机期间只留下必须两人配合的极少数动作。甚至可以培养多能工,平时生产时谁有空谁帮忙准备。关键是要有换模清单、标准作业卡,哪怕换人也能照着做,不依赖某个“老法师”。
那些年我踩过的坑,你可别再跳了
⚠️ 坑一:一味追求速度,忽视安全。不要为了秒杀记录,把安全门短接掉。见过有人用脚踢夹具,结果是直接骨折。改善要在安全前提下进行。
⚠️ 坑二:只搞一次运动。换模时间是下来了,过两周又回去了。为什么?因为没有固化流程,没有日常监督。最好把换模时间纳入班组考核,每天看板公示,持续跟踪。
⚠️ 坑三:盲目模仿。别的厂用快速夹头,你也照抄,结果模具结构不一样,装不上。改善一定要基于自己的实际,先做录像分析,再找对策。
而且,现在的数字化手段让SMED更如虎添翼:用MES系统自动推送换模指令和物料信息;用RFID提前识别模具;大屏显示进度,所有人同步——这些不是噱头,是实实在在让信息流零等待。✅
说到底,快速换模不是一项技术,而是一种追求极致的思维习惯。你先别管能不能九分钟搞定,哪怕从三小时减到一小时,那也是巨大的进步。关键是要动起来,拿起秒表,去车间里盯一次完整的换模——你会发现,遍地都是金子。
还愣着干嘛?赶紧带着团队去录视频吧。❗
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:快速换模(SMED):从三个小时到三分钟的实战拆解 https://www.dachanpin.com/a/tg/59692.html