机床老了。
精度跑了。
单子黄了。
操机那小子说,昨天干的活儿,三坐标一测,圆度差了3个μ。3个μ算什么?用卡尺都量不出来——
但当你的客户是汽车发动机缸体线,CPK要求1.33以上,那就是废品。
我们车间那台卧加,买的时候号称全闭环光栅尺定位精度5个μ。用了六年,实际呢?做首件检验时,X轴方向尺寸总往一个方向偏。一开始以为是刀具磨损,换了刀,还是一样。后来发现,
机床的重复定位精度没毛病,但定位精度已经漂了11μ。这就是典型的反向间隙作祟——丝杠螺母副磨损后,那点微米级的空回,在换向时把精度吞噬得干干净净。
精度是怎么‘丢’的?没人告诉你的物理过程
说实话,我刚入行时,觉得数控机床这玩意儿就是一堆钢铁加电机,刚性足得很。后来干废了一套模具,才明白
热变形是精度的头号刺客。还记得那次加工中心连续高速铣削十二小时,主轴箱温度飙到50多度,Z轴热伸长直接让型腔深度浅了0.06mm。0.06mm!模具表面还得电火花修,那一刻真想抽自己。
但热变形还算能理解。更邪门的是
地基微振动引起的共振纹。对,你没看错。车间旁边重型冲床一干活,我们那台坐标磨的光学尺信号就跳,加工出来的圆孔截面总有一圈浅淡的振纹。加了空气弹簧隔振器,才消停。这些破事儿,说明书上会写吗?不会。
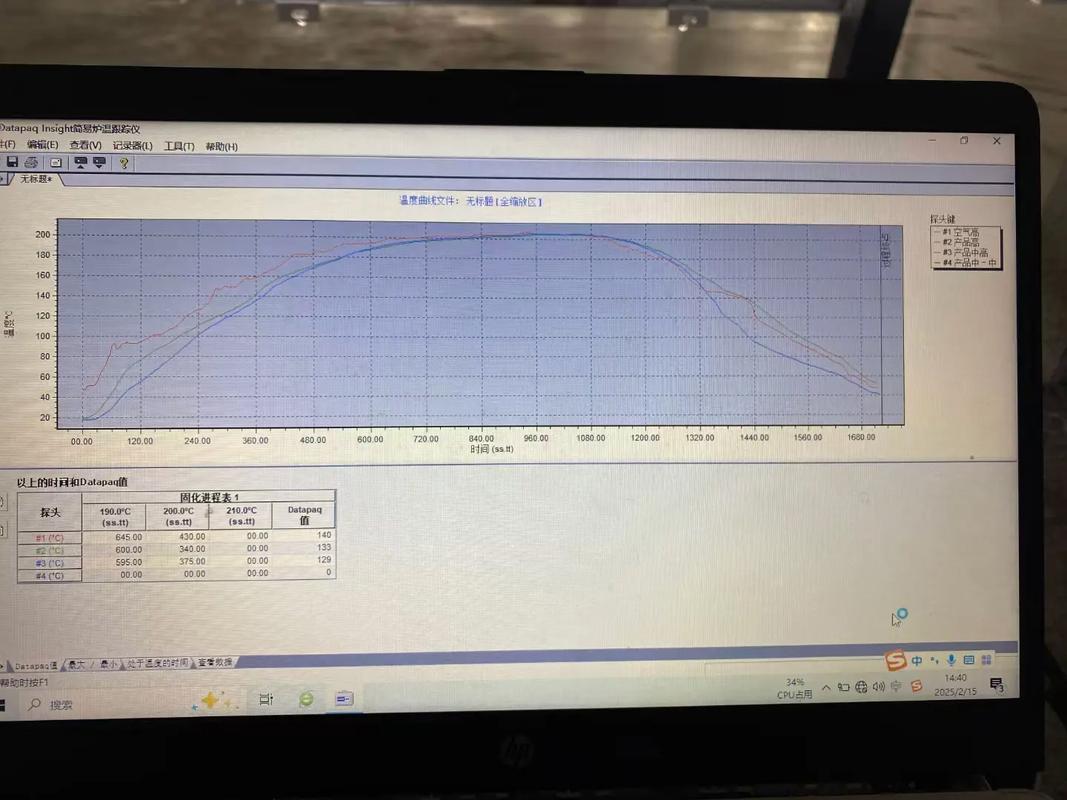
 数控机床激光干涉仪检测反向间隙现场
数控机床激光干涉仪检测反向间隙现场
再说说零部件的慢性死亡。丝杠,导轨,轴承,就算是THK、NSK的正品,也抗不住切削液的侵袭。密封圈一老化,铁屑混合切削液渗进去,那些滚珠的轨道面上很快就会出现极微小的剥落。这时候,
从激光干涉仪检测数据看,反向间隙曲线会出现一个个尖锐的尖峰,正常状态应该是平滑的抛物线。这些尖峰,就是滚动体经过损伤点时的瞬时位移跳动。可怕的是,很多工厂把反向间隙设一个定值补偿就完事,根本不理会这种动态变化。
‘补’还是‘修’?⚠️ 一个血淋淋的决策陷阱
我见过太多厂家,精度一掉,就找人来调系统参数。
什么螺距误差补偿、垂度补偿、交叉补偿……一堆表格填进去。有用吗?有。能续命。
但这是饮鸩止渴。
去年帮一家模具厂诊断一台龙门铣。他们抱怨Y轴全程定位误差超20μ。服务商给他们反复做了多次激光补偿,电气补偿值已经大到离谱——某段螺距补偿值竟然达到32μ/m。
这等于让伺服电机在极短的指令距离内强行拉扯机械结构,电机的电流环一直在震荡。我用手摸滚珠丝杠的轴承座,烫得不敢碰,80多度,润滑脂全稀化流出来。这那是补偿?这是毁机床。
正确的做法是什么?
先做几何精度恢复,再做电气补偿。具体来说,重新调整楔条和压板间隙,检测丝杠轴向窜动和螺母间隙,必要时更换轴承甚至研磨导轨。几何精度基准面都没了,电气补偿就是空中楼阁。很多厂不明白这个逻辑,以为是数控系统万能,结果整台机床的机械部分被电气硬掰到内伤。
💡 这里插一句:高精度机床维护,千万别信“在线补偿包治百病”的鬼话。真要省钱,反而要舍得花机械精度恢复的钱。
 五轴数控机床主轴箱热成像温度分布图
五轴数控机床主轴箱热成像温度分布图
老师傅的土方子与现代传感器,到底信谁?
 老师傅的土方子与现代传感器,到底信谁?
老师傅的土方子与现代传感器,到底信谁?
新时代工业4.0,各种传感器铺天盖地。主轴温度、位移、振动、功率,全都上了云。我们厂也装了,一套下来几十万。可是,上个月加工一批钛合金航空结构件,振动传感器报警值没触发,但出来的表面粗糙度就是不对。最后还是靠老赵头——退休返聘的八级钳工——耳朵贴着主轴箱听了半分钟,说:“主轴拉刀爪可能轻微磨损,拉钉拉不实,高速轻切削时会产生高频颤振。”拆开一看,果然。
这不是玄学。人的感官在某些复杂物理量的综合判断上,暂时还碾压单一传感器。但也不是说传感器没用。
关键在于,要把老师傅的经验数字化。比如那种特殊颤振对应的频率特征,我们正在采样,准备做成模型。下次就省得老赵钻床底了。
不过话说回来,有些精度问题,根源压根不在机床本身……
问:我们厂的数控车床,每天早上的首件尺寸总是和昨天下班前的对不上,但设备预热后又能稳定。这是不是精度出问题了?
答:大概率不是机床精度本质丧失,而是热机不充分或不均。很多工厂夜班关机,早晨室温低,主轴、丝杠和床身的温热时间常数不同。如果操机工急着干活,主轴转几分钟就开始切削,那前半小时的尺寸会一直漂。解决方法是:编写一个简单预热的G代码,空跑主轴和轴,让机床达到热平衡,至少15分钟。另外检查冷却液温度,最好配油冷机保持恒温。若还不行,加装主轴伸长补偿传感器。
问:我们加工中心的刀库换刀后,偶尔出现Z轴方向尺寸偏差,重新对刀能恢复,这是怎么回事?
答:拉刀力不足或拉钉精度不良。拉刀机构内的碟形弹簧疲劳会导致拉刀力下降,切削时刀具会微量上缩。另外,如果用了劣质拉钉,拉钉肩部与夹爪接触不均匀,每次装刀的位置都会略有漂移。检查方法:用拉刀力测试棒测实际拉刀力,低于额定80%必须换弹簧。对于拉钉,别图便宜,选美洲或欧洲品牌,且定期更换,因为它也是易损件。
这些谈不上什么高深理论,全是真金白银买来的教训。精度这东西,看不见摸不着,但切下来那瞬间,应力一释放,数据全骗不了人。
数控机床的迭代现在贼快。直线电机驱动、液体静压导轨、全数字伺服……但
无论技术如何进化,物理世界的摩擦、热、磨损依然存在。忽视基础机械素养,再聪明的补偿算法也只能养出一身富贵病。
最后啰嗦一句:精度监测一定要定期做,别等废品出来再追溯。用球杆仪跑一个圆周轨迹,十几分钟就能看出反向跃冲、比例不匹配、直线度偏差一堆问题。这钱,省不得。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:数控机床精度衰减的隐秘真相:老法师的保命手册 https://www.dachanpin.com/a/tg/59925.html