上了拉动系统,结果产线还是堆满在制品?
说实话,我见过太多工厂,把看板往墙上一挂,就宣称自己拉式生产了。
差得远呢。
有个场景,我印象特别深:一家汽配厂,压铸车间边上堆了半人高的原材料,我问为啥备这么多,回答是“防止后道断料”。
这就是典型误区:用库存掩盖问题,而不是用拉动暴露问题。
在真正的拉动系统里,
你可能会问,那万一后道急停了呢?
问:这不就断流了?风险是不是太大了?
答:正是这个“风险”迫使你改进。拉动的魅力在于,它把隐藏的堰塞湖——设备故障、换模慢、质量波动——一下子捅到你面前。水落石出,你必须解决。否则库存再多也没用,只是延迟危机。
不少人到这里就怂了,又偷偷加缓冲。一加,拉动就废了。
。
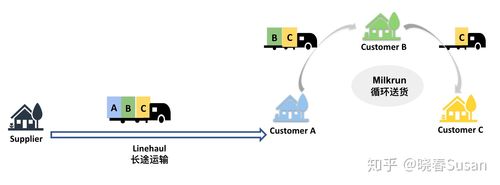
每个料号都有固定位,最大最小量画得清清楚楚。物料配送采用Milkrun——像送牛奶一样定时定点巡回,而不是靠产线工人大喊“没料了!”
我亲手设计过一个Milkrun路线:每20分钟一趟,牵引车带着小火车跑一圈,回收空箱和看板卡,同时补上对应数量的新料。
❗关键:看板卡必须跟着空箱流转,一旦卡住,系统立刻报警。
问:Milkrun路线和普通批量配送比,到底好在哪?
答:平准化。批量配送看起来一趟车装得多,成本低,但造成产线前端巨大的需求波峰。Milkrun把需求剁碎了,均匀撒给上游,上游工序的产能才真的被“拉动”起来,而不是一阵饿死一阵撑死。
电子看板、物联网传感器、安灯系统……工具更先进了,但很多工厂反而不如当初靠粉笔在地上画框的时期。
因为数据太容易获得了,管理者又开始迷恋“中央计划”,总想在云端优化一切。
这恰恰违背拉动的底色——
,给一线员工那一刻的自主权。
有一次,一家电子代工厂的MES系统宕机,电子看板全黑了。你猜怎么着?产线直接停摆。他们居然没有保留最原始的物理看板作为备份。
这是个悲伤的笑话。
💡我强烈建议:无论系统多智能,关键工位必须保留物理信号——哪怕是一张手写卡片、一排红绿灯,别让虚拟困住物理。
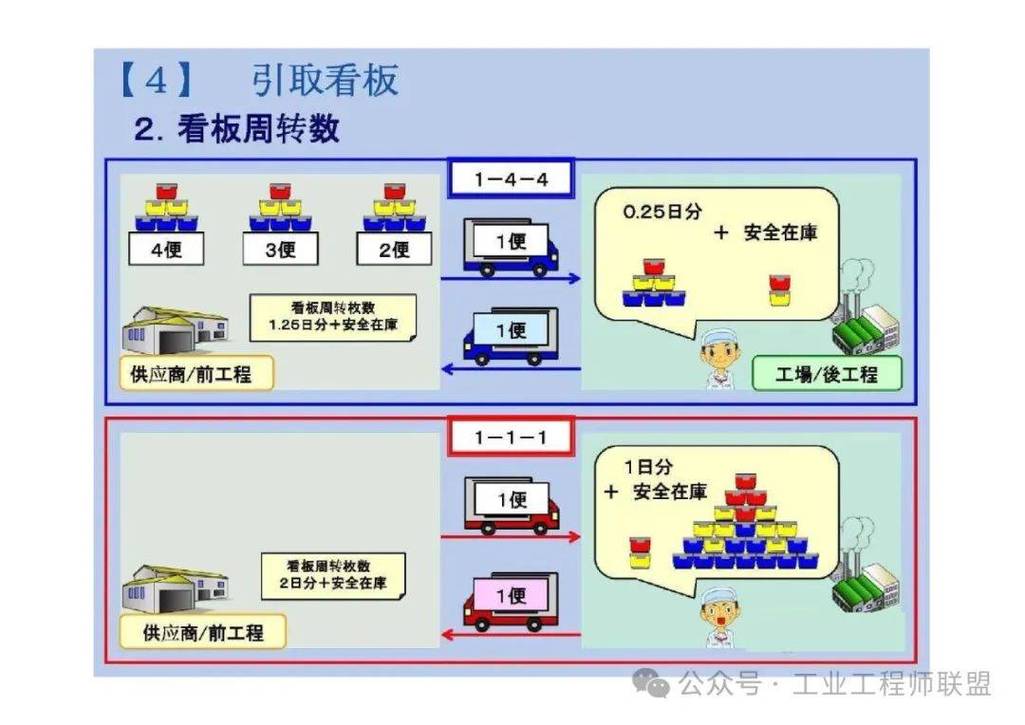
拉动系统的目的是准时化,但准时化不是0库存,而是“在正确的时间,有正确数量的正确物料”。
最后想吐槽一句:很多老板恨不得把供应商也拉进来搞JIT,但自己内部的换模时间还要几个小时,这不叫拉动,这叫转嫁危机。
先把内部流程理顺,瓶颈工序的节拍稳定了,拉动才有根基。
从今天开始,去现场盯一下看板的循环数量吧。少了?多了?为什么?答案全在那里,别老盯着报表。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:拉动系统实战:从看板到超市,为什么你的拉式生产总差一口气 https://www.dachanpin.com/a/tg/60804.html