车间主任老李最近快被逼疯了。
订单排得满满当当,工人三班倒,机器轰隆隆转个不停——按理说,交付率该漂亮得不行吧?错了。客户投诉电话一个接一个,晚交付,质量波动,在制品堆得连下脚的地儿都没有。老李在早会上拍了桌子:“我们就是一群没头的苍蝇!”
这场景熟不熟悉?约束理论(TOC)的创始人高德拉特博士几十年前就戳破了这个脓疮:大多数工厂都在自我欺骗。你以为忙就是生产力?错。忙不到点子上,就是在制造混乱。TOC的核心就一句话——任何系统都至少存在一个瓶颈,系统的整体产出由瓶颈决定。 其他的环节再快、再高效,没用。水桶能装多少水,只看最矮的那块板子,对吧?
可问题来了:我们天天在车间转悠,怎么就看不见那个瓶颈?
一、瓶颈长得不像你想的那样
说实话,我刚入行那几年也犯迷糊。有一次去一家注塑厂,所有人都在抱怨模具切换太慢,于是砸钱上了快速换模系统。结果呢?交付率纹丝不动。💡 后来蹲点三天发现,真正的瓶颈居然是热处理炉——那玩意儿二十四小时不停,但前面总堆着七八个批次等着,后面的工序全在“挨饿”。模具换得再快,只是让等待的队伍更长而已。
识别瓶颈,绝不能靠猜测。TOC给出的方法够粗暴,但有效:去现场,看哪里堆着最多的在制品。别信报表,别听调度员解释,自己数一数。如果在某台机器前永远排着长队,那它就是瓶颈,十拿九稳。❗ 不过注意,有一种“游走瓶颈”的情况——当产品组合频繁变化时,瓶颈可能跳来跳去。这时候你需要一点数据分析了,不是死盯一个点。

找到瓶颈之后呢?黄金法则是:让瓶颈损失一秒,就等于整个系统损失一秒。 所以你在瓶颈上做的任何改善,都能直接转化成有效产出。其他非瓶颈环节的“局部优化”,往往是毒药。比如你拼命提高冲压机的效率,它哐当哐当多打出一堆零件,瓶颈吃不下,只会增加库存、延长交付周期。这就引出了TOC最反常识的举措——鼓-缓冲-绳子(DBR)排程法。
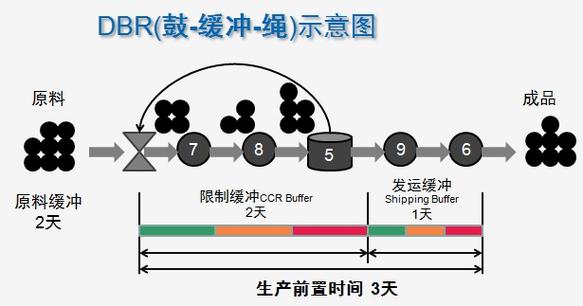
二、鼓-缓冲-绳子:给工厂装上交通灯
我第一次试着推行DBR的时候,生产线主管差点把我当疯子。我要求非瓶颈设备必须“限产”!他们瞪大眼睛:“机器闲着不是浪费吗?” 你看,这就是惯性思维。DBR的逻辑很清晰:瓶颈是鼓,它敲击的节奏决定了整个工厂的步调。在瓶颈前面设置一个“缓冲”——不是堆积如山的库存,而是精确计算的时间缓冲或少许物料缓冲,确保瓶颈永远不会停工待料。绳子则是一套信号系统,把瓶颈的节奏传递回上游工序,告诉它们:别多干,跟着鼓点走!
举个例子,一家做机械臂关节的工厂,瓶颈在五轴加工中心。按我的建议,他们在瓶颈前保持两小时的缓冲量,所有上游工序严格按瓶颈节拍投料。头一个月,车间里骂声一片,因为好多人习惯了“堆货”带来的虚假安全感。但两个月后,在制品库存骤降40%,准时交付率从67%飙到92%——那些骂声就变成了赞叹。✅ 有效产出的提升,永远比局部效率好看得多。
不过话说回来,DBR不是一劳永逸的神药。瓶颈会移动,尤其当你持续改善,原先的瓶颈被打破后,新瓶颈又冒出来了。这就是TOC的五步聚焦法要干的活儿。
三、五步循环:别当懒人,持续挖宝
五个步骤,刻在我脑子里快二十年了:
- 识别系统瓶颈。
- 挖尽瓶颈的潜能——别急着投钱,先确保瓶颈不停机、不吃不良品、不做非增值工作。
- 让一切迁就瓶颈的决策。非瓶颈工序宁可闲着,也别给瓶颈添乱。
- 还是没解决?那就打破瓶颈——增加设备、外协、工艺革新。
- 走完一轮,别得意,立刻回到第一步。不要让惰性成为新的约束。
这里面最容易栽跟头的是第二步。有次给一家钣金厂做咨询,瓶颈是折弯机,主管一个劲儿喊要买新机床。我到现场一看,折弯机换一次模具要四十五分钟!工人慢吞吞,工具车乱得像垃圾堆。我们花了三天搞快速换模,把时间压到十分钟,瓶颈产能直接提升了15%。算下来,省了一台几十万的设备。😤 所以啊,挖潜远比砸钱重要,而且见效快得多。
最近这几年,数字化工具让TOC的威力更猛了。MES系统实时抓取瓶颈数据,APS排程软件内置DBR逻辑,连绳子都可以电子化。但核心没变——你得走到车间里去,闻闻切削液的味道,听听工人的抱怨,才能真正摸到那个卡脖子的“约束”。
问:我们工厂规模不大,没有APS那么高级的系统,DBR能手动跑起来吗?
答:当然能。一个小白板就够了。在瓶颈工位旁边挂块板子,画出时间轴,上游工序根据瓶颈产出的节奏,自己控制投料速度。关键是观念:让所有人理解“瓶节奏等于全厂节奏”。初期可能需要一个“绳子管理员”盯着,运行两周后,惯性就形成了。我见过一个只有20人的小机加车间,就用 Excel 和一块磁板把 DBR 跑得风生水起。别被工具限制住脑。
问:怎样说服老板投资瓶颈改善?他总觉得非瓶颈设备闲置是浪费。
答:拿数据说话。你可以算一笔账:瓶颈每小时的有效产出是多少元?因为瓶颈耽搁一分钟,全厂损失多少钱?而非瓶颈设备闲置一小时,损失的电费和人工成本其实低得多。我通常会让财务把瓶颈的“单位时间有效产出”算出来,贴到会议室墙上。老板一看数字,态度立马180度转弯。毕竟,没人跟利润过不去。❗
TOC不是什么新潮管理时尚,它更像一把手术刀,帮你精准切除制造系统里的毒瘤。下次当你又被催单电话追着跑时,别急着让所有人加班——停下来,找到那个最慢的节点,狠狠挖它的潜力。你可能会发现,原来一直卡住喉咙的,只是一颗螺丝松了而已。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:约束理论(TOC)在工厂车间的实战:别再瞎忙了,找到那个卡脖子的家伙 https://www.dachanpin.com/a/tg/60808.html