前阵子去一家汽配厂,看到他们还在靠肉眼查焊缝,心里直叹气。都2025年了,焊接工艺的进步肉眼可见,但很多厂就是不愿意变。说实话,这行水很深,有些坑,踩一次就够了。
一、缺陷的真相:看不见的才是最可怕的
很多人以为,焊缝表面漂亮就万事大吉。❌大错特错!未熔合、层间裂纹才是真正的杀手。它们藏在金属内部,X光都未必照得出来。我记得有次做工艺评定,试板拉断后断面全是气孔,可焊时电弧稳定得很,参数也“标准”。后来才发现,保护气纯度差了0.5%——就这半口气,整批活报废。
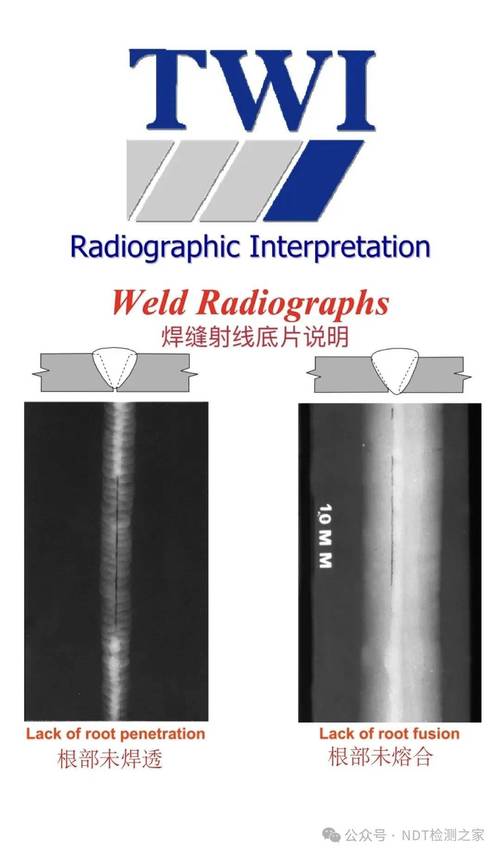
无损检测(NDT)发展到现在,手段多了,但误区也不少。比如很多人迷信超声检测(UT),觉得扫一遍就高枕无忧。💡醒醒吧,UT对近表面缺陷的盲区,以及检测人员的手法依赖,都是变数。我们厂去年引入相控阵超声,参数设置优化了整整三个月,才把缺陷检出率从78%提到93%。
问:UT检测能100%发现裂纹吗?
答:想得美。UT对体积型缺陷敏感,比如气孔、夹渣,但对裂纹这种面状缺陷,尤其是微裂纹,反射波很不稳定。如果裂纹方向与声束不垂直,可能就溜过去了。更别提那些藏在焊缝应力集中区的延迟裂纹——焊完检测没事,过两天自己裂了。所以,重要结构必须结合磁粉或渗透检测做表面补充,有时还得上TOFD。
二、参数优化:一个被忽视的省钱大招
说到焊接工艺,多数人只关注设备品牌、焊材型号。参数?不就是电流电压速度嘛,照着WPS抄就行。😓真这么简单,还要焊接工程师干嘛?参数是活的,它跟母材成分、坡口形状、环境温度甚至焊工习惯纠缠在一起。

举个例子,脉冲MAG焊。同样的平均电流,脉冲频率和峰值电流稍微一调,熔滴过渡模式就变了,飞溅能差一倍。我们车间之前用标准参数焊铝车身,气孔率居高不下。后来把脉冲频率从80Hz提到140Hz,基值电流降10%,气孔瞬间减半——成本没增,效率还高了。❗你说参数这事,是玄学吗?不,是物理,但得有人去试。
问:脉冲焊接参数那么多,新手怎么快速上手?
答:新手最忌讳生搬硬套。给你三个偷懒方向:①先用一元化调节,很多焊机内置了基本程序,先跑起来;②重点盯熔池形态,别老看仪表,熔池是液态镜面还是浑浊翻腾,直接反映参数合不合适;③薄板怕烧穿,宁降电流提速度,用短弧焊;厚板要熔深,适当加大脉冲时间和峰值。但记住,任何参数调整后,必须做工艺评定试板,别拿产品当试验品。
三、人机协作:焊接工艺的下一个十年
这两年,“焊工难招”逼着行业往自动化走。焊接机器人确实多起来了,但你知道吗?机器人焊得好的前提,是工件装配精度。一个1mm的对缝误差,机器人可能就焊偏,而老师傅手腕一抖能救回来。所以未来的焊接工艺,不是简单地用机器换人,而是人做决策,机器做执行。

我们正在测试自适应焊接系统,用机器视觉实时识别坡口形状,在线调节摆动宽度和速度。✅效果惊艳——对不规则间隙的适应性强太多了。但调试过程也崩溃,算法对飞溅干扰太敏感。有次焊到一半,镜头被飞溅糊住,机器人直接摆出个“S”形焊缝,整块板废了……💢吐槽归吐槽,方向没错。现在更新的系统加了飞溅遮挡和自动清洗,良率又上去了。
问:引入机器视觉焊接系统,投入大吗?中小厂值不值得搞?
答:如果买全套新设备,确实贵。但可以走“旧机改造”路线。很多二手机器人精度够,加一套激光焊缝跟踪器和工控机,成本能控制在二十万以内。回本靠两点:①降低返修率,我们之前手工焊返修率8%,现在稳定在2%以内;②降低对高级焊工的依赖,普工培训一周就能盯着界面操作。中小厂接批量活,绝对是划算的。但记住,工艺参数库得自己积累,别指望厂家给你的“通用参数”能包打天下。
焊接工艺这点事,说穿了就三层:材料认清楚,参数动脑子,检测别糊弄。新技术能帮忙,可脑子没人替你动。下次看到完美的焊缝,别忘了背后是多少次试错——和一堆废掉的试板。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:焊接工艺的“无理”要求:凭什么参数总在变? https://www.dachanpin.com/a/tg/54991.html