上个月去一家医疗器械供应商的车间,看到他们的折弯件——说实话,有点震惊。不是因为它有多惊艳,恰恰相反,是那些肉眼可见的接缝错位和角度偏差,突然让我意识到:很多工厂还在用‘差不多’的心态做精密钣金。这很致命。
现在客户图纸上的公差动不动就±0.1mm,甚至更紧。可回弹、模具磨损、材料批次差异……这些变量天天在跟精度作对。怎么破?我从十几年的踩坑经验里扒出几条干货,可能有些反常识,但确实好用。

回弹补偿,别总靠试折
钣金折弯的回弹量,纯粹是玄学?不,它是力学。但很多老师傅还停留在‘试折-调整-再试’的循环里。费料、费时,更致命的是——一旦换批次材料,之前的参数全作废。
去年我们引入一套离线编程系统,直接读取3D模型,软件自动计算回弹补偿值,输出折弯程序。第一次试折合格率从原来的60%飙到90%以上,你敢信?而且空气折弯对材料变化的适应性反而比压底折弯更好,因为可以通过控制折弯深度来微调角度,不用频繁换模。
问:小批量、多品种的钣金加工,怎么快速搞定回弹?
答:最务实的方法是建立材料数据库。每批次板材入库时,做简易的力学性能测试,把屈服强度、抗拉强度录入MES。折弯编程时,系统自动匹配补偿参数。实在没条件,就记住一招:用30°的开口下模,加大V口尺寸,能有效降低回弹差异。因为弯曲半径变大后,应力分布更均匀,材料离散性影响减小。另外,热态折弯也可以试试——对碳钢局部加热到400℃左右,回弹能降一半。

激光切割的‘隐形杀手’
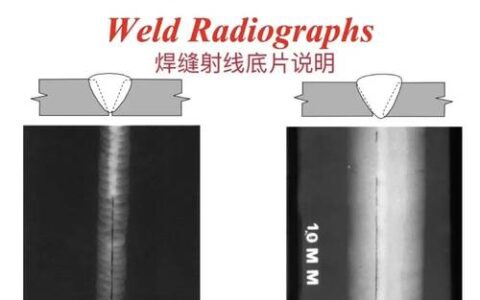
很多人只关心切割断面粗糙度,却忽略了切割热影响导致的材料硬化。尤其是薄板不锈钢,切割边缘硬度能上升到母材的1.5倍,后续折弯极易开裂。有一次做一批316L的医疗托盘,折弯时在R角处连续出现微裂纹,查了三天才发现问题出在激光参数:氮气压力过高导致切割边缘过冷,形成马氏体硬化层。把辅助气体换成混合气,降低切割速度,裂纹就消失了。
问:激光切割后的微变形怎么控制?
答:微变形主要来自热应力。首先,切割路径必须合理——先切小孔、后切外形,并且从板材重心向外辐射,让热应力逐步释放。其次,对精度要求极高的件,可以预留0.1mm左右的精加工余量,切割后冷整平。如果是铜、铝这类高反射材料,调整焦点位置和脉冲频率,减少热输入。还有个偏方:切割前把板材在200℃回火两小时,能消除部分残余应力。
焊接变形?有比夹具更强的武器
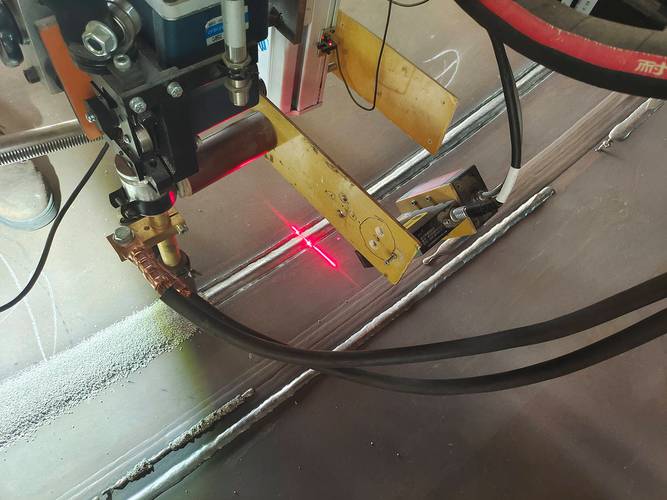
说实话,我以前也觉得焊接变形就只能靠刚性固定、反变形量预估这些老法子。直到看到一家做精密机柜的工厂,用CMT冷金属过渡焊接取代传统TIG焊,热输入降低70%,变形量直接忽略不计。当然,设备贵,合不合适看产品价值。对于普通钣金厂,我更推荐两个土办法:一是分中对称焊,别一根筋从一边焊到另一边;二是焊后立刻用气锤轻敲焊缝,释放应力——简单,但管用。
📍 对了,现在很多焊接机器人能集成激光视觉传感,实时跟踪焊缝,补偿装配误差。但这玩意儿需要定期标定,否则精度还不如手工。我们车间规定每班次前用标准试板校验一次TCP,雷打不动。
喷涂挂具,一个被低估的细节
粉末涂层的均匀性,70%取决于挂具设计和导电性。有次我们做一批电气柜,涂层厚度差到了40μm,膜厚仪报警。排查半天,发现挂具的包胶套老化,与工件接触电阻变大,导致上粉不均。换成不锈钢弹簧挂具,定期喷砂去除绝缘层,立刻稳定在±10μm以内。所以别小看这些辅助工具,精密钣金的基因是细节堆出来的。
这两年行业里智能化的声音很大,从MES到数字孪生,确实有用。但回归本质,还是人、机、料、法、环的协同。每次新员工培训,我都强调:钣金加工不是铁皮活儿,是材料塑性流动的艺术。当你理解金属的脾气,精度自然就来了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:钣金加工的精度突围:从“差不多”到微米级控制的实战笔记 https://www.dachanpin.com/a/tg/54996.html