答:不是激光器烧了,而是各种小毛病——切割头随动失灵、空压机供气不足、切割软件突然卡死。这些小问题一天能让你跑八趟车间,修好一个冒出来两个,像打地鼠。
那些你迟早会遇到的灵异事件
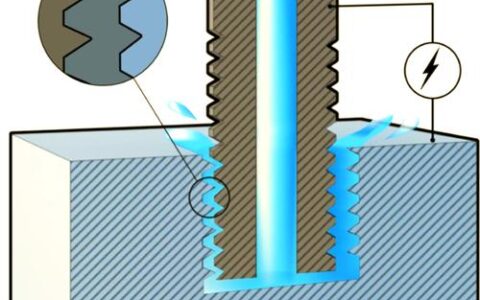
上个月车间那台3000W光纤,切割速度突然掉到原来一半。排查了三天,发现是辅助气体管路有一个微小的铁锈颗粒卡在了比例阀里。就一颗直径不到0.5mm的铁锈——让整条产线停了六个小时。你说气不气人?你以为激光切割最难的是工艺参数?错了,是防不胜防的管道污染、是莫名其妙的电容高度波动、是突然发作的软件通讯中断。 问:怎么避免厚板穿孔失败?答:一定要用渐入式穿孔,功率和占空比阶梯给,别傻傻地一步到位。我见过太多新手直接满功率轰击12mm碳钢,结果材料表面溅一身熔渣,割嘴堵死,保护镜瞬间花掉。正确的做法是先低频率、小占空比打出小孔,再逐步加大,让熔渣有出路。当然氮气纯度不够也白搭——买台好点的制氮机吧,那点投资比你天天换镜片划算。 说到镜片,我拆过无数个切割头,里面的污染能让你怀疑人生。油、水、粉尘的混合物结成一层雾,激光穿过时能量散射,切口质量直线下降。清洁不是随便擦擦,要用高纯度酒精和无尘棉签,顺着一个方向,否则越擦越花。

买设备:别光看最大功率,这几个参数才要命
有一次客户拉我去验收新机,铭牌上赫然写着“6000W”,可我拿功率计一测,实际输出只有4200W。销售还在旁边打圆场,说什么“测试环境不同”。我当场黑脸——这跟买辆车被告知发动机马力是在南极测的有啥区别?选激光切割机,最大功率只是冰山一角。床身是焊接结构还是铸铁?传动用齿轮齿条还是滚珠丝杠?伺服电机是总线控制还是脉冲?这些才决定你五年后的精度。 💡 尤其要关注Z轴随动系统的响应速度。薄板切割时,板子稍有翘曲,电容传感器慢半拍,喷嘴不是撞板就是离焦,割缝立马变火车道。好的系统能在50mm/s速度下紧贴板材,差的就像醉驾,随时闯祸。
调试参数:教科书和车间之间隔着一条鸿沟
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:激光切割的日常暴躁:坏了的激光头能气死你,但活还得干 https://www.dachanpin.com/a/tg/55036.html