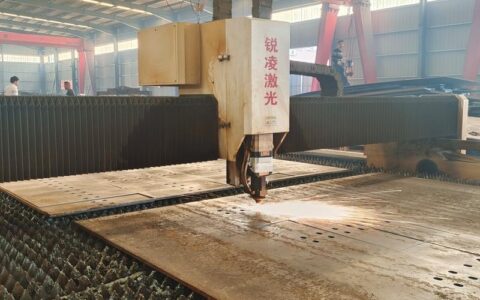
20mm以上,激光真的干不过等离子
前阵子有个做钢构的朋友跟我吐槽,说接了批30mm碳钢的活儿,激光割到一半速度掉得像老牛拉车,割缝还挂渣严重。我笑了笑,扔给他一台160A的等离子电源。结果呢?切割速度直接飙到激光的3倍,断面光洁度居然也不差。他当场就懵了——这就是典型的认知惯性,总觉得激光高端、等离子低端。 其实吧,等离子真正的舒适区就是中厚板。我们厂里那台海宝XPR300,配个调高器,切50mm碳钢跟切豆腐似的,割缝窄、热影响区控制得比某些激光床还要好。关键一点:运行成本。激光切厚板,气体消耗、镜片损耗高得吓人;而等离子,一套电极喷嘴能用很久,折算下来每米成本不到激光的三分之一。当然,你要是切3mm以下薄板还非得用等离子,那就当我没说——薄板精细切割,激光还是王者。
选等离子还是火焰?别凭感觉,算笔账
再往厚了走,比如80mm、100mm的碳钢,火焰切割跟等离子就开始掰手腕了。火焰切割的优点是设备便宜,割厚板的断面质量有时候比等离子还好——因为等离子切特厚板时,弧压波动容易造成偏弧,切出来有点儿斜。但火焰的速度实在太慢了,预热半天,急得人想锤桌子。 我算过一笔账:切100mm的碳钢,等离子用300A电源,速度可达250mm/min以上;火焰可能连100mm/min都勉强。人工成本呢?同样一张板,等离子半天干完,火焰要耗一天半。所以除非你手里只有火焰机,或者切割量极小,不然我强烈建议上等离子——尤其是带坡口切割的,一次成型,省掉后续打磨工序,那省的钱可不是一星半点。 💡 有个坑得提醒:水下等离子切割虽然能抑制烟尘和噪声,但对某些材料(比如不锈钢)要小心氢脆问题。我早年吃过亏,切完的不锈钢件放一段时间居然裂了,后来才发现是水中离子析氢导致的。现在我们都用氮气做水下切割,或者干脆干式切割加除尘系统。
实操中那些让人头大的问题,怎么破?
经常有同行问我一些共性毛病,我索性整理成问答放在这里,省得一一回复。 问:等离子切割时,割嘴老是烧毁,换得心疼,到底怎么回事?答:十有八九是冷却出了问题。第一查冷却液流量够不够,泵有没有堵;第二看割炬的同轴度,如果电极和喷嘴不对中,电弧就会偏吹,局部过热烧嘴。还有——新手容易忽略的——穿孔高度!穿孔时割嘴离钢板太近,瞬间飞溅反上来就容易打死喷嘴。记住,穿孔高度至少要比切割高度高一倍,比如切25mm板,穿孔高度设6mm,切割高度3mm,别图快直接扎下去。 问:我切的件总有斜度,调了割炬垂直度也没啥用,是电源不行吗?
答:先别冤电源。大概率是气流问题。等离子弧需要高速旋转的气流来压缩和稳定,如果气管有漏气、气压不足,或者空压机出来的气含水含油,弧柱就会飘。我建议你检查三点:1. 气压表是否稳定在建议值;2. 管路滤芯是否很久没换了;3. 喷嘴的涡流环是否堵了——这个环上的小孔非常细,稍有不洁就影响气流旋转。另外,如果切厚板时斜度一直朝一个方向偏,考虑一下地线夹的位置,磁场偏吹也会造成弧偏。 问:想上等离子坡口切割,有啥避坑指南?
答:坡口对调高系统的要求高得多。最好选带碰撞保护的割炬,不然一不小心撞板就废了。还有,坡口编程时,拐角处一定要设减速和过渡圆角,否则割嘴在拐角处承受侧向力,寿命锐减。我们车间现在用的机器人等离子坡口站,配专用的坡口数据库,确实省心,但投入得大几十万,小厂慎入。 说实话,等离子切割技术这些年其实一直在悄悄进化。比如精细等离子的出现,把薄板切割的门槛降了下来;还有电源数字化之后,针对不同材料、厚度的工艺参数一键调用,大大减少了调机时间。我最烦那种“等离子不行了”的论调——技术没有优劣,只有合不合适。 ❗最后泼盆冷水:别以为买台好电源就万事大吉。等离子切割是个系统工程,电源、割炬、调高、除尘、编程缺一环都不行。我见过太多花大价钱买进口电源,却配个几百块的割炬,结果割缝质量惨不忍睹。省钱不能省在关键部件上。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:等离子切割:为什么我劝你别只盯着激光切 https://www.dachanpin.com/a/tg/55040.html