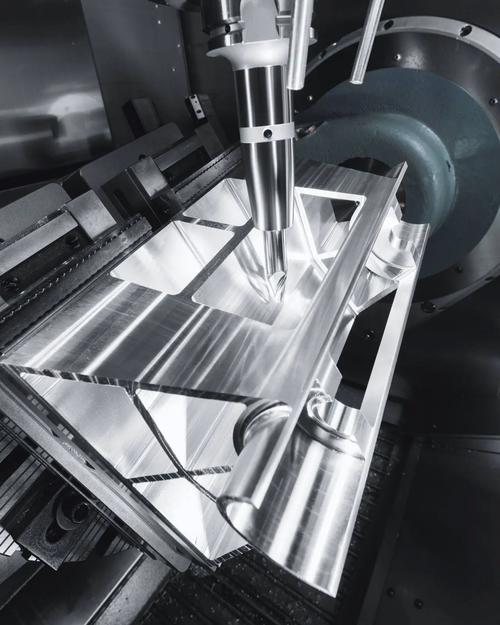
几个月前在展会上,我盯着那台水刀看了整整十分钟。五轴机头在三维空间扭来扭去,高压水流从0.3毫米的喷嘴射出——加磨料之后,切起钛合金跟切豆腐似的。说真的,那一刻我像个没见过世面的小学生。
这玩意儿,你首先得扭转传统观念。它不是什么新奇玩意儿,上世纪70年代就商用了,但最近十年迭代速度惊人。高压泵从早期的300MPa跃升到600MPa以上,控制软件能实时补偿切口斜度,切出来的零件精度能干到±0.05mm。听着还行?但你要是知道它连厚达200mm的装甲钢都能啃,而且表面粗糙度Ra能稳定在3.2μm以下…得,我承认我又激动了。
。
激光切热影响区再小也有个几十微米,重熔层、微裂纹总会冒出来。航空航天那帮人最烦这个。而水刀——纯物理打击,没有热输入。切出来的钛合金试片做疲劳测试,数据漂亮得让质检部怀疑人生。✅
但别神化它。水刀的“原罪”是慢。切薄板被激光甩开几条街,运营成本也高得肉疼。沙管、宝石喷嘴、高压密封,全是易耗件。一套原装进口的增压器密封包,大几千块钱,换的时候手都在抖。不过话说回来,切厚板、切复合材料、切那些遇热就炸的脆材,目前还真没谁能跟它掰手腕。
。
很多厂标称压力600MPa,但那是静态峰值。一切割,压力掉到400多,切割能力直线跳水。真正的好泵——比如直驱泵——压力波动控制在±1%以内。还有磨料流量控制,那种靠自重落砂的老式系统,切割过程砂量忽大忽小,切缝质量能让你哭出来。现在稍微靠谱点的,至少得配闭环流量阀,实时反馈。💡
但你知道吗?最让我崩溃的是水刀伤人的安全隐患。40MPa以上的纯水就能穿透皮肤,何况工作压力是它的十几倍。可偏偏有人敢开着高压水枪去捅喷嘴堵头,啧,听天由命吧。
答:这个问题经常有人问,但根本没法用一个数字回答。笼统说,切1mm不锈钢,激光完胜,运行成本大概是水刀的三分之一。但如果你要切20mm钛合金,情况就反过来了——激光可能根本切不动,或者需要超大功率,电费、气体、透镜损耗加起来吓死人,而水刀切20mm钛板毛毛雨,速度虽然慢但跑得稳。另外,水刀做多品种小批量,换型几乎零成本,激光还得换喷嘴、调焦点。所以算账要算总账,别光看单价。
答:别买二手!别买二手!!说三遍。水刀三大件——泵、驱动、切割头——磨损起来性能衰减跟跳水似的。你看到二手市场上五年机价格打三折,买回去修的钱够买半台新机。另外一定要看好循环水系统,硬水地区用几个月缸体就结垢,高压缸拉伤直接报废。预算够的话,上闭环伺服控制,能自我补偿精度掉,省心。再一个,防冻,冬天停机一夜管路冻裂,那声音够你记一辈子。❄️
如果你还停留在水刀只能切平面,那真该去工博会看看了。去年深圳展,有家国内企业亮了一台八轴水刀机器人,能在汽车A柱内板上切复杂开口,全程离线编程,视觉定位。传统方案要冲压、开模,现在直接切,项目周期缩短一半。说实话我有点被震撼到。
还有个趋势是
与AI的融合。不是噱头,真落地了。通过机器学习分析上万条切割声纹,能实时判断磨料浓度、喷嘴磨损,甚至预测切割失败前兆。某模具钢用户靠这招把砂子成本砍了15%,良品率反而涨了。够魔幻。🤖
当然,国内水刀行业鱼龙混杂。泵头技术德国佬还是老大,但国产进步神速,尤其是高压管汇和增压器,寿命已经追到进口的80%,价格只要一半。给个中肯建议:核心部件别省,辅助系统可以国产化。这样搭出来性价比最高。
水刀这行,玩好了是印钞机,玩砸了就是个吞金兽。有次跟一个老板聊天,他说入行第一年亏掉一辆卡宴,第三年才摸透脾气,现在最怕的不是生意差,是单子太急——因为快不起来。😂
你看,连抱怨都这么凡尔赛。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:水刀切割:工业界的冷血利刃,还是被神化了? https://www.dachanpin.com/a/tg/55043.html