说实话,我跑过的装配产线,没有一百条也有八十条了。你会发现一个挺可笑的现象:大家争分夺秒地优化节拍,恨不得每个动作都卡到毫秒,可一提到螺栓拧紧的质量,好多管理者就摆摆手——“我们有设定扭矩值啊,工具也按时校准,没问题!” 真的没问题吗?
我见过最夸张的一次,变速箱总成在装配线末端检测扭矩全合格,结果发到主机厂,跑了不到2000公里,连接法兰的螺栓松脱了。一追溯,嘿,全部拧紧记录都完美,曲线也漂亮。可车一颠簸它就松了。这就是典型的扭矩衰减——拧紧时达标,运行一段时间后夹紧力掉下来了。它像一颗定时炸弹,无声无息。你重视节拍,这没问题,但如果你忽略了衰减,那节拍越快,风险埋得越深。
你看到的“合格”,真的是真相吗?
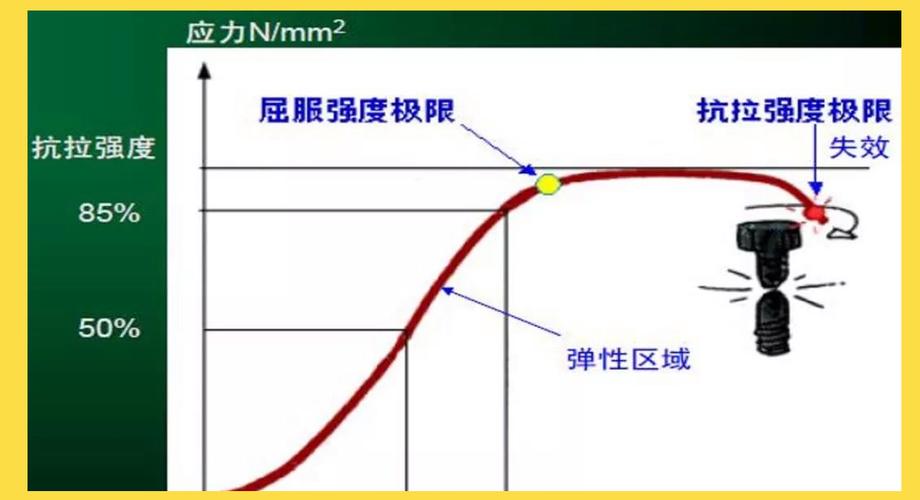
扭矩不是夹紧力。我们拧螺栓是为了产生足够的夹紧力把两个零件压紧,扭矩只是间接测量。大部分装配误差、零件表面粗糙度、螺纹状态、被连接件自身的变形……都会让扭矩和夹紧力的关系飘忽不定。电枪显示的扭矩值再漂亮,也可能只是“虚假的安全感”。

尤其在新产品试装阶段,工装没定型,零件来料一致性还不稳定,螺栓孔位的毛刺都没处理干净,这时候拧紧——扭矩狂飙到目标值,其实螺纹早就微熔了。过几天温度变化、振动一来,夹紧力急剧跌落。你不是在拧紧,是在给后续的售后部门制造灾难。
问:扭矩衰减到底怎么回事?有办法实时发现吗?
答:简单说,就是螺栓拧紧后短期内夹紧力下降超出允许范围。原因五花八门:嵌入沉降(被连接表面的微观高点被压溃)、热胀冷缩、应力松弛、振动微动磨损……传统抽检根本抓不住它,你得靠过程数据。现在好的电动工具能监测整个拧紧过程的扭矩-角度曲线,通过斜率变化识别异常;有些智能拧紧网络系统甚至能对每个螺栓的衰减趋势做预测。但前提是——你愿意花这个心思去建立基线。
光有高精度工具不够,你得读懂曲线背后的故事
好些工厂咬牙上了知名品牌的电动拧紧枪,带传感器反馈,说是闭环扭矩控制。可一线操作工只管把螺栓打进去,枪亮绿灯就是ok。谁去调阅那些拧紧曲线?没几个人。每条曲线都是一个故事啊——初始啮合扭矩偏高?可能螺纹沾了胶。旋入阶段扭矩波动剧烈?孔位偏了。贴合阶段斜率突变?垫片没放平。终紧扭矩瞬间到达?这恐怕是预紧力过冲,实际已近屈服。这些信号在产线上被忽略了,等于瞎子开车。
去年我给一家汽配厂做诊断,轮毂轴承螺栓,一年内售后索赔率飙升。把存储的拧紧数据拉出来回放,发现有一批次的贴合扭矩异常偏高,再细查,是防锈油涂得太厚,导致螺纹摩擦系数骤降,同样的终紧扭矩下夹紧力比正常低了近30%!这个缺陷在线上根本检测不到,因为扭矩读数完全符合标准。你看,不是工具不准,是系统的错。
问:我们产线已经用了进口电动拧紧系统,每天也在导出报表,是不是就能防住衰减?
答:真不一定。报表统计的往往是终紧扭矩值,最多有个均值方差,这对衰减的防护几乎为零。你需要监控的是贴合扭矩、旋入扭矩、最终角度、扭矩率这些多维特征,并且和每一批次的物料、工位、操作者关联起来。更进一步的,要在关键工序设置静态扭矩复检——用数显扳手二次检测,对比动态扭矩和静态扭矩的差异,建立每个型号的衰减模型。如果静态扭矩比动态值掉了超过15%,就该预警了。很多工厂这一步根本没做。
智能制造时代,装配防错要“死磕”细节

这几年都在喊工业4.0、数字孪生,其实装配环节的智能化,不一定要玩得多炫。把拧紧这件事做透,就够你领先同行。比如给每个螺栓设置专属身份,将拧紧数据与RFID绑定上传MES,实现全生命周期追溯;再比如在自动站集成视觉,检测螺纹有无涂胶、垫片方向对不对。这些投资不大,效果却立竿见影。
也有走极端的——某新能源电机产线,因为铜排连接螺栓衰减会导致发热烧蚀,直接上了一套超声轴力检测设备,在线实时测夹紧力,代替扭矩监控。成本高得吓人,但对于安全攸关的部位,值。不过多数应用场景,把握好拧紧过程控制和静态复检就够了。
说实话,疫情后那波供应链混乱,让我印象太深。海外零件进不来,紧急切换国内供应商,螺纹尺寸偏差、硬度变化,拧紧窗口全部要重新标定。那时候好多线长急得上火,因为按老参数一打就断、一打就滑。这就是缺少工艺柔性,工程师自己没有能力做DOE,只能依赖设备商的初始化设定。一旦突变,全线瘫痪。教训啊。
最后我想说(虽然不让我说总之,但我偏说),关于工业装配的质量,别总盯着节拍。扭矩衰减这个坑,填得越早,品牌的口碑就越稳。如果你读完有点慌了,那就对了——去仓库拉一把数显扳手,现在就去线上抽几颗螺栓,测测静态扭矩吧。数据和昨天的报表相比,差多少?结果可能会让你……吓一跳。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:工业装配:别再只盯着节拍数了,扭矩衰减才是那个无声的炸弹 https://www.dachanpin.com/a/tg/55049.html