我上个月去一家汽配厂,看见操作工把零件装反了——结果整批退回,老板脸都绿了。这事儿其实特别常见,对吧?人不是机器,总会走神、手抖、犯困。但工业上有个说法:绝对不能把质量寄托在人的“认真”上。得靠设计,靠一种叫Poka-yoke的玩意儿。
说实话,刚接触这词儿的时候我觉得挺玄乎。不就是防错吗?弄个传感器、写个程序就完了。后来才明白,真正的Poka-yoke是刻在工装模具里的直觉。让你想错都错不了。
根源:新乡重夫的那一巴掌
 根源:新乡重夫的那一巴掌
根源:新乡重夫的那一巴掌
上世纪六十年代,丰田的工程师新乡重夫被不良品搞烦了。他琢磨:能不能在过程中直接掐死缺陷?这就诞生了“防呆”理念。日语Poka是疏忽,yoke是避免。合起来就是防住无意的错误。注意,是
无意错误,不是故意破坏。所以系统针对的是人的本能局限——累了、忘了、没看到。别测试人性。
早期最经典的案例:开关按钮的防误触盖。你得先掀开盖子才能按,就这么一个塑料片,让核电站里少出多少事故。还有SIM卡槽的缺角设计,方向不对根本插不进去。这些看似小儿科的东西,背后是深刻的工程心理学:
强制正确。
现代车间:机械防错从未过时
现在都在谈智能制造,传感器、AI视觉,搞得花里胡哨。但你走进一线,会发现最可靠的还是那些傻大黑粗的机械结构。限位块、导向销、不对称定位孔。它们有一个共同点:
零响应时间,不出bug。
我见过一个注塑模具上的防错,简直绝了。产品有个小凸台,模具上就做个对应的凹坑,反过来放?根本合不上!合模时“咔”一下——不是打坏模具,是根本动不了。就这么个简单的销子。救了一整条产线。
✅ 接触法:用形状、尺寸、位置来阻止错误。比如USB接口那种单方向。
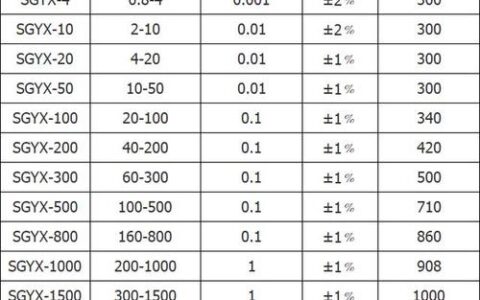
✅ 固定值法:检查数量、重量、长度是否在设定范围。比如螺栓拧紧计数,少一颗报警。
✅ 动作步序法:规定顺序,跳过一步就停机。比如必须双手按下启动。
不过话说回来,传感器加多了也有问题。工人会烦。有次我给一条装配线装了六个接近开关,操作工直接把检测头用胶带糊上了——他说老是误报。我懊恼了半天,后来改用了一个视觉定位,成本高了三倍,但人家不抱怨了。这事儿教育我:
防错不能增加操作负担。
 注塑模具不对称定位防错销特写
注塑模具不对称定位防错销特写
问:小批量多品种的生产,防错是不是不合算?每次换型要改工装,太贵了。
答:恰恰相反。小批量换型频繁,人最容易出错。你不需要全自动化,用点巧劲:比如快速切换的定位板,用颜色和形状区分不同型号的夹具。成本几十块钱,效果立竿见影。我见过一个做线束的厂,端子压接模具上贴个鲜明对比色的型号标签,换模时间从十分钟降到两分钟,关键是再也没用错模具——那可是以前每周都发生的低级事故。
防错技术的黑暗面:别让它变成新风险
任何好东西用过头就会变味。有的工程师患上“防错强迫症”,恨不得把每个动作都锁死。结果把操作工变成了机器人,创造力全无。还有更危险的:安全防错失效!比如双手启动按钮的继电器焊死,光幕被短接。这些可是要命的。
❗ 定期点检防错装置,纳入TPM维护计划。
❗ 防错本身也需要
自诊断:传感器断线了,系统应该立即停机报警,而不是默默失效。
❗ 设计时考虑fail-safe:防错器件失效时,设备应停在安全状态。
再讲一个案例:冲压机用光栅保护人手。一次光栅的发射端被油污糊住了,居然没报警——因为PLC只检测接收端是否收到信号,发射端脏了接收不到就默认为无人遮挡。结果差点出事。后来我们加了一个发射强度监测回路,才算真正防住了错。这叫防错的防错,绕口吧?但必要。
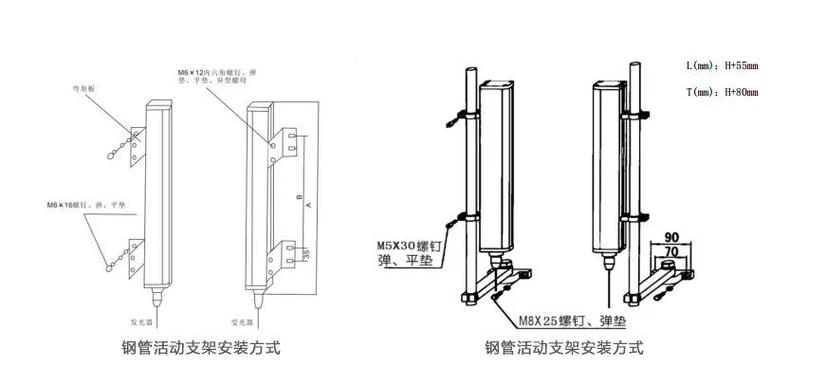 冲压机安全光栅防错安装示意图
冲压机安全光栅防错安装示意图
问:防错技术和SPC、5S这些工具有什么关系?
答:它们是搭档。5S让现场一目了然,异常容易暴露;SPC靠数据说话,告诉你过程稳不稳。但最终要防止缺陷产生,还是得靠Poka-yoke挡一下。你可以把SPC看作侦察机,Poka-yoke是自动拦截导弹。没有导弹,侦察到了也晚了。
我在德国见过一个装配站,工人拿取零件时,料架的每个格子都有重量传感器。系统知道这个工序该拿哪个零件,拿错了或者多拿了,灯就变红,而且工具拧紧枪自动锁死。想装错?门都没有。那个工作站每年产几十万台,连续三年零缺陷。靠的就是这套
顺序防错与重量验证的连环计。
所以说到底,防错技术不是一套设备清单,是一种思维方式。从设计开始,问自己:这个地方可能会怎么出错?能不能加个简单的结构让它出不了错?如果做不到,退一步:能不能在出错后立即发现并停止?这才是务实的态度。别总想着事后检验,检验出来的废品已经是损失了。
下次你去车间,如果看到一个工装让你闭着眼睛都装不错,那就是最好的Poka-yoke。省心。💡
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:防错技术(Poka-yoke):别再靠工人瞪大眼睛了,这些巧妙结构才是真正的质量守门员 https://www.dachanpin.com/a/tg/55053.html