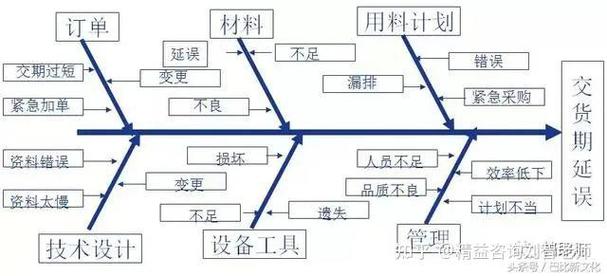
干了二十年制造,见过太多工厂把约束理论(TOC)当救命稻草——结果差点把自己勒死。怎么回事?
别上来就“找瓶颈”,先看你的数据有没有病
有一回,一个做冲压件的老板火急火燎拉我去他车间。他说,高德拉特的《目标》我看了三遍,工人也培训了,Drum-Buffer-Rope(DBR)也照着画了,可交付率还是那个鬼样子。我说你系统里报工数据准不准?他愣了半天。果然——车间为了多拿计件工资,把换模时间、等待时间全藏成了“加工时间”,ERP里一片繁荣,实际上一团乱麻。不是TOC没用,是输入的东西本身就是一坨💩。
所以,在摸着石头过河之前,先蹲下来看看你的数据基准。MES里的工时、设备OEE、排队长度,这些如果失真,你找出来的瓶颈位大概率是假的。我见过更夸张的:工厂把冲压工序标成瓶颈,猛投了一个季度产能,结果发现真正的卡脖子在点焊——因为点焊机器人经常断电极,而维修记录从来没人认真填。😤 这就像给高血压病人开降糖药。

DBR不是万能贴,混流工厂最容易走火入魔
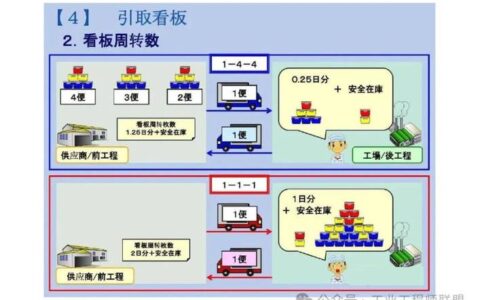
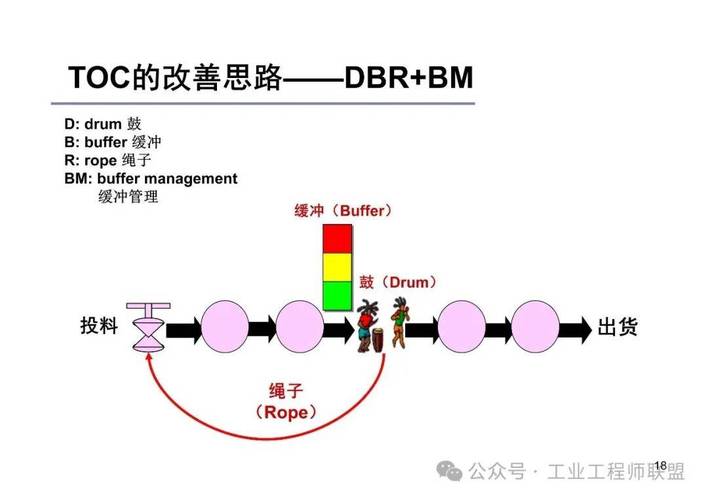
TOC的招牌动作就是DBR,鼓-缓冲-绳。逻辑非常优美:瓶颈节拍就是鼓点,前面加个时间缓冲,投料跟着绳子拉。单一品种产线这么玩,效果拔群。但一碰到多品种、小批量的离散制造呢?简直像用美声唱法唱Rap。
我十年前在常州一家农机配件厂试过。他们有四百多种件儿,换型频繁,瓶颈来回漂移。按经典DBR,今天瓶颈是热处理炉,明天可能就变成立式车床。缓冲一加,不同产品在瓶颈前搅成一锅粥,优先级靠调度员吼。后来我们被迫搞了个变种——把约束资源根据订单紧急度动态调整绳子的长度,说白了就是局部排程加人工干预。说实话,这已经不算纯TOC了。💡 理论很美,但现实会逼你长出八只手。
问:那在混流场景下,TOC是不是就废了?
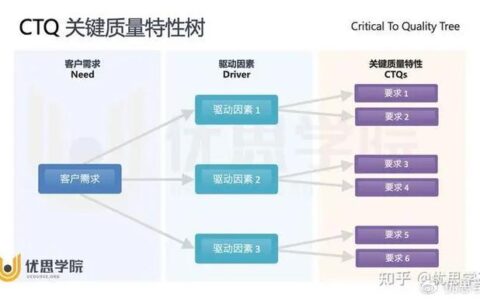
答:不能一棍子打死。它逼着你不断问“真正制约赚钱的是什么”这个问题,这本身就有价值。只是工具要杂交。比如用APS排程软件算粗能力,再用TOC的思路盯住动态瓶颈,同时把缓冲管理换成订单层面的“全宽缓冲”而不是物理时间缓冲。简单说,把鼓放在云端(排程系统),绳子变成数据流。现在不少工厂已经在这么干了,尤其汽车零部件行业。✅
那些真正把TOC用好的工厂,都做对了同一件事
不是买了一堆仿真软件,也不是请了哪个大师。而是——死磕现场。
浙江有家做泵体的隐形冠军,他们的运营总监跟我说过一句话,我记到现在:“我们从不迷信哪个体系。但TOC让我们学会不在非瓶颈工位上浪费一秒钟改善资源。”你看,人家抓到了精髓。他们专职有个IE团队,每天拿秒表、视频分析在车间晃,盯的是真实流动。一旦发现哪个机台前积压突然增多,二十分钟内就能启动跨部门围堵。他们没有画复杂的DBR图,但绳子的逻辑已经刻在调度员的肌肉记忆里。😎
问:中小企业人员少,怎么落地这种盯防文化?
答:没必要全员。先培养一两个懂节拍、敢吵架的班组长。给他们权力——当瓶颈位亮红灯时,有权把其他产线的人拉过来帮忙,或者叫停无关紧迫的投料。老板要在这种时候公开站出来撑腰,否则没人愿意当出头鸟。另外,可视化一定要硬。瓶颈工位上方挂个大屏幕,实时显示计划产出与实际产出偏差,红黄绿一目了然。别整那些花里胡哨的看板,要粗暴、直接、刺眼。📺
还有一点特关键——别让考核方式跟TOC打架。你一边喊着瓶颈决定产出,一边给非瓶颈工位下超产奖,工人当然拼命多做,结果堵死瓶颈前的物流。这坑我跳进去过。后来把绩效改成:非瓶颈岗位的奖金跟瓶颈产出挂钩。比如冲压线奖金系数乘以后工序瓶颈的实际完工率。很粗暴,但有效。
说到底,约束理论(TOC)像种地,你得知道天气、土质、种子脾气,不能光背节气歌。有些工厂把TOC流程塞进MES里自动跑,数据实时更新,绳子自动计算,那叫一个爽。但背后依然是活人持续揪着问题不放。这年头,数字孪生、AI排程都来了,可人的敏锐和偏执还是无可替代。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:约束理论(TOC)在工厂里为什么有时灵有时不灵? https://www.dachanpin.com/a/tg/55112.html