说实话,搞制造的如果没经历过这种内心戏,要么是神仙,要么根本没认真看数据。

别神话了,SPC不是万能药
很多老板把SPC当成合规的护身符。审核来了,拉出一堆漂亮的控制图,点全在界限内,CPK大于1.33——完美。但产线真的稳定吗?骗鬼啊。 SPC的核心从来不是事后画一张好看的图。它是探测器,是探测器!如果只为了应付审核,那还不如直接Excel生成随机数来得快。我见过最离谱的例子:一家汽配厂,连续三个月过程能力指数CPK爆表,结果客诉不断。一查,他们为了‘控制’,每发现一个不良就紧急调整参数,反而把过程搅成了震荡。 真正理解统计过程控制(SPC)的人都知道:过程的波动天然存在,有些是普通原因——比如设备的微小振动、温湿度的瞬时变化,这些你无法根除,强行干预只会更糟;而特殊原因才是你要扑灭的火,比如刀具突然崩刃、原材料混入废料。分不清这两者,SPC就是摆设。
控制图:车间里的‘测谎仪’
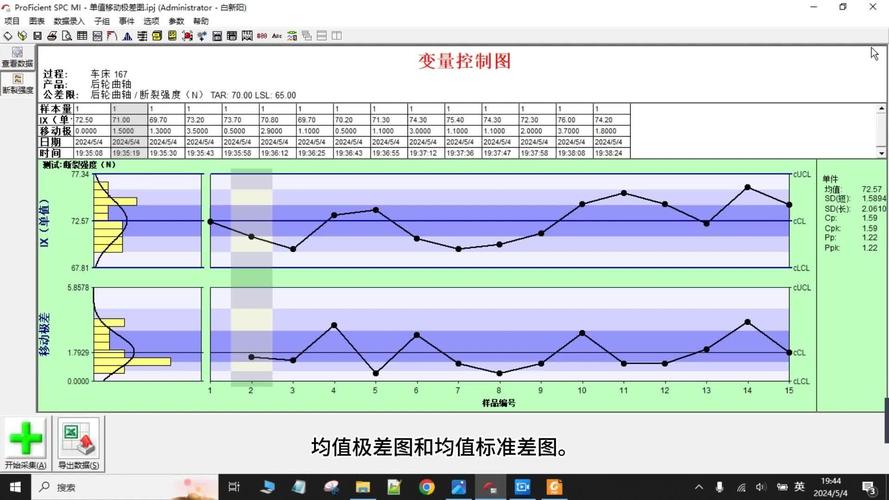
控制图最狠的地方,是把‘直觉’扒皮。老师傅说:‘我干了二十年,一听声音就知道这机子不对。’我信。可你信不信,设备传感器传出的振动数据,在控制图里早三个点就有了趋势性偏移?人耳能听出5微米的位移吗? 控制图的判异准则,总共有8条。点出界只是最起码的一条。连续9点在中心线同一侧?连续6点上升或下降?这些模式比一个点出界更致命——它们暗示着过程在悄悄漂移。但基层操作工往往只看大红点,没人在意那个缓坡。 搞懂控制图的本质,你得接受一个反直觉的事实:控制限不是拿来评判产品合格与否的。产品是否合格看规格限;过程是否稳定,才看控制限。两者混为一谈,是外行最常见的误区。 问:控制限和规格限到底什么关系?我看不少企业直接把规格线画在控制图上,这样对吗?答:错得离谱!控制限是过程的‘嗓音’,反映了当前过程固有的波动范围;规格限是客户的‘期望声’。你把一个胖子硬塞进S码衣服,他憋得难受,但你总不能说自己身材“失控”吧。SPC的核心在于倾听过程本身的声音,而不是把它扭曲成客户想要的样子。如果强制用规格限代替控制限,就等于给过程戴上镣铐——它喊疼你假装没听见,最后断掉的,一定是你的交付质量。 控制图选型也是坑。很多人无脑用均值-极差图,可数据是有组的吗?是单值流动的吗?没有子组的概念,Xbar-R图就是瞎搞。我见过一家电子厂,贴片机的锡膏厚度用均值图控制——可每个测量点都是独立瞬间值,没有分组逻辑,用单值移动极差图才对吧?结果他们发现控制限宽得像呼啦圈,什么都裹在里面,还洋洋得意。
为什么你的SPC成了摆设?
说句扎心的:大部分工厂,数据是假的。不是故意造假,而是无意识的‘挑选’。巡检发现一个异常值,量了一下旁边的,哦,正常,于是记那个正常的。这种美颜后的数据,绘出的控制图当然岁月静好。可实际过程早就暗流涌动了。 另一个极端是过度反应。见过一个车间,控制图超出上限,操作工马上调低参数;超出下限,马上调高。他们在干什么?在拔河啊。过程被扯来扯去,波动反而加剧。SPC的‘控制’二字的终极含义,其实是‘保持稳定’,而不是像打地鼠一样见点就敲。 再说过程能力指数CPK。这个数字现在几乎被神化了。CPK≥1.67,世界级质量!可是,如果过程不稳定,算CPK前先看看控制图吧——点都飞出界外了,你还乐呵呵地按正态分布算CPK,那算出来的数字就是个笑话。 问:我们公司的CPK一直维持在1.5以上,但客户还是投诉。到底哪里出问题了?答:CPK是过程能力的静态快照,它假设过程是稳定且正态的。如果过程实际处于失控边缘,比如刀具磨损带来逐渐偏移,那么你在偏移初期测量,CPK可能依然高达1.5,因为偏位移还没大到超出规格。但过两天再量,就崩了。所以,只看CPK不看控制图,就像只看血压数值却不看动态心电图,纯粹自欺欺人!务必先确认过程处于统计受控状态,再谈能力指数。统计过程控制(SPC)的顺序永远是先‘受控’,再‘有能力’。
2024年了,SPC也得与时俱进
还在用纸质的控制图,描点、连线、再拿红笔圈异常?当然可以,但太慢了。现代车间,数据从传感器、PLC、MES自动采集,实时推送到SPC系统——这才是统计过程控制(SPC)该有的样子。 一个做精密齿轮的朋友告诉我,他们上了在线SPC后,震动传感器在凌晨3点捕获到齿轮磨床的微小异常振摆,系统自动预警并停机。第二天拆开一看,轴承滚珠已经有极细微剥落。这要是跑一个晚上,废品损失少说十万。 不过话说回来,数字化不是万能。算法再牛,也架不住基础数据糟糕。入料批次号没录准,量具没做MSA分析,系统再怎么闪红灯也是误报。所以,SPC落地真正的门槛不在技术,在于人心——愿不愿意接受数据说了算,而不是靠经验拍脑袋。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:统计过程控制(SPC):车间报表里的‘异常’信号,你假装没看见? https://www.dachanpin.com/a/tg/55122.html