干了二十年锻造,最烦有人说“烧红了打就是了”。你听听,这像话吗?
上周车间废了一批主轴,探伤全是内裂。查工艺记录,终锻温度低了40度——就40度!可这四十度的温差,足够让晶界析出脆性相,应变硬化堆积,锤锤下去不是压实,是撕开。说实话,锻造这行,温度就是命。
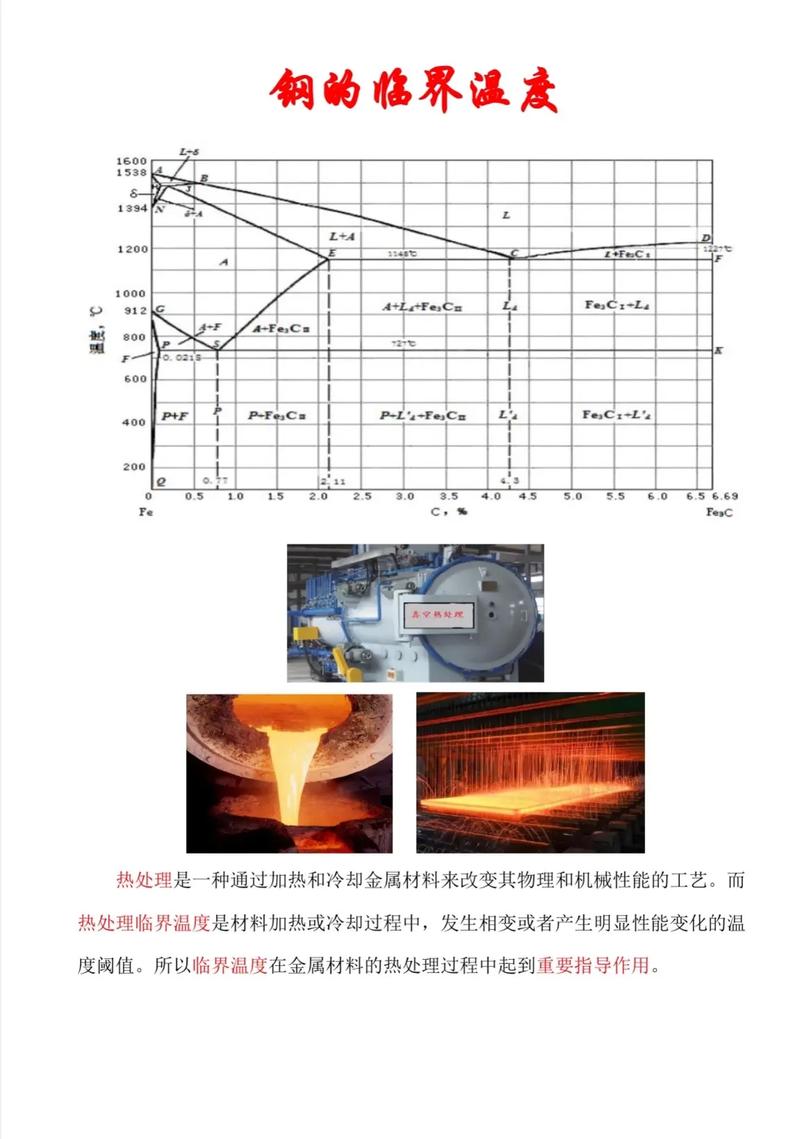
温度窗口:差三十度,晶粒就粗了
始锻温度往上限靠,能省力,流动性好,可一过火,晶粒长得比玉米还猛。我见过最离谱的操作:工人为了赶进度,燃气炉温控表坏了没人管,坯料烧得发白,打出来锻件金相一看,晶粒度直接从5级掉到2级——晶粒粗化不可逆,除非再来一轮正火。但小厂哪有那闲工夫?
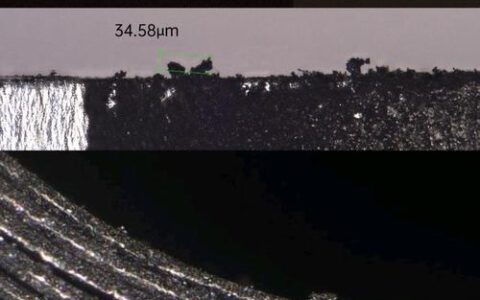
终锻温度更玄。别以为低于某个数只是打不动,相变潜热算不清,表面温降快,芯部还是红硬状态,这时候继续锻,外皮一撕,裂纹就埋下了。碳钢还好说,高合金钢如Cr12MoV,终锻温度必须严控在900℃以上,否则碳化物沿晶界析出一片,后续热处理全白给。
我习惯随身带红外测温枪,每件必测,数据记本子上。不是说信不过自动化,但炉子用久了,热电偶漂移两三度常有的事——目测火色?老法师也有打盹的时候。
锻造比不是万能药
很多技术员一遇探伤不合格,就嚷嚷“加大锻造比”。啧,书生气。锻造比从3提到5,中心压实效果确实好,可如果坯料本身疏松严重,大变形反而让残余缩孔延展成片状分层。我经手过一次叶片锻件,材料是1Cr13,锻造比给到6,超声波测出来杂波比雷达还密——后来取样做低倍,缩孔残余呈条带状,报废。
问:锻件探伤不合,到底怎么判断是不是锻造比不够?
答:先看缺陷性质。点状密集夹杂?那是冶金问题,靠锻压弥散有限,得跟钢厂扯皮。若是中心疏松或一般疏松引起的微裂纹,才谈得上锻造比不足,而且必须结合镦粗工艺——单向拔长即使比再大,中心也难焊合。我通常建议:重要轴类件,镦粗比不低于2,总锻造比不小于4,但上限看材料,别往死里整。
谁是裂纹的元凶?
裂纹这玩意儿,推锅大会天天开。加热车间说锻造太猛,锻造说炼钢偏析没控好,钢厂又说你们终锻温度没守住。唉,其实八成是锻造热应力与组织应力叠加的结果。尤其像H13这种热作模具钢,终锻后冷却稍快,表面就出细密网状裂纹,跟瓷器开片似的——那不是锻造裂纹,是锻后冷却应力!可多少人直接判锻工责任?

再比如,锻造时操作机夹持力过大,局部温降过快,形成硬壳效应:外面一层冷硬金属,里面还是塑性流,再一锤下去,硬壳崩裂。这种裂纹特征很明显,锯齿状,断口有氧化色。新手往往不懂,还以为是坯料原本的缺陷。
问:有没有快速判定裂纹成因的窍门?
答:现场来不及做金相,先看断口颜色。蓝色或黑色氧化膜,说明高温时就裂了,可能是锻造过程温控失误;银灰色或略带锈迹,多半锻后冷却或热处理开裂。再配合裂纹走向:周向裂纹多与拔长压下量相关,纵向裂纹可能源于原始偏析或加热过烧。看多了,直觉比你想象的准。❗
锻后冷却的致命疏忽
很多人把锻件往沙坑一埋就下班,美其名曰缓冷。可沙子的导热率不是常数!潮湿沙子冷速能快一倍,北方冬天更别提——零下十几度,沙坑跟冰箱似的。我见过一批45钢齿圈,锻后沙冷,结果第二天全硬了,硬度HB280以上,车刀上去直打颤。原本该炉冷或控温冷却的件,锻后热处理不能省,特别是对于有回火脆性的钢,锻后必须入炉缓冷或做等温退火。
还有些“创新”要命。比如为提效,用鼓风机吹锻件,想快点进下道。呵呵,6Mo马氏体不锈钢你给我吹吹看?表面马氏体相变产生体积膨胀,内层还没变,一拉一压,直接纵裂。💡记住:锻后冷却速度,得严格按TTT曲线来,不是拍脑袋。
现代锻造的第三只眼
这两年,有限元模拟普及了,Deform、Simufact软件能预判折叠、充不满,但输入参数不准照样翻车。摩擦系数、热传导系数稍微偏差,模拟结果和实际差出十万八千里。不过再怎么着,也比凭经验“试错”强——至少能少废几件。
眼下最好的实践是:红外热像仪在线监测+过程数据追溯。每件锻件的温度场曲线存下来,万一后面出事,复盘有据可查。✅这钱别省,比事后赔客户划算。
说到底,锻造工艺的温度控制,是个系统工程,从进炉那刻到锻件变黑,每一分钟都藏着变数。尊重数据,少谈玄学,才是正路。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:锻造工艺的温度博弈:从晶粒粗化到裂纹的实战解析 https://www.dachanpin.com/a/tg/55512.html