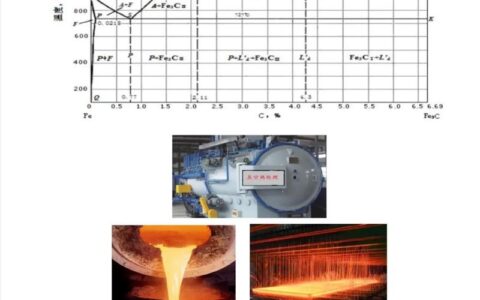
熔炼环节的玄学与科学
铸造车间老师傅最常念叨的一句话:“三分造型,七分熔炼”。你猜怎么着?其实他们自己也知道这话信息量太少。 光谱仪打出来成分明明合格,可浇出来的铸件就是有缩松。问题出在哪? 铝液在720℃停留超过二十分钟,氢含量就会跳升——这个知识点,写在大学教材里,但有多少人注意到车间湿度对氢溶解度的影响曲线在南方梅雨季会飘得妈都不认识?❗
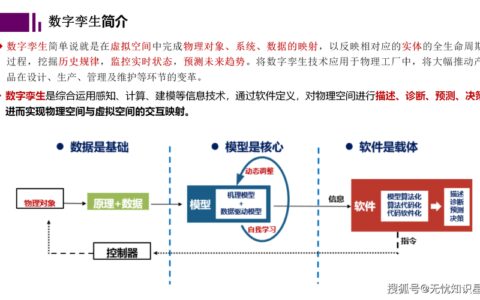
模拟软件能不能取代试错?
现在搞铸造,离开数值模拟简直没法活。但你别以为有了MAGMA、ProCAST就可以高枕无忧。 💡 我经常跟年轻工程师讲一个比喻:模拟软件就像导航地图,它能告诉你哪条路堵车,可如果你的刹车片已经磨没了,地图可不会提醒你。 去年帮一个做铝缸盖的厂子优化低压铸造工艺参数,模拟显示充型完美,结果实物出来在火花塞孔附近有冷隔。反复比对才发现——模拟时输入的模具温度场是基于热电偶实测的,但那根热电偶插的位置恰好避开了运水冷却管的“热阴影区”。你敢信? 问:现在都说3D打印砂型可以替代传统模具,那单件小批量的复杂铸件,到底用哪种工艺最划算? 答:这个问题问得刁钻。我给你一组真实成本数据。一个液压阀体,传统木模+树脂砂手工造型,模具费大概两万,单件交期25天。换成3DP打印砂型,没有模具费,但砂型单价是手工的4倍,交期8天。如果数量只有两三件,打印砂型确实省钱省时。但量一旦超过十件,传统方法的总成本就开始占优。更头疼的是,3DP打印的砂型表面粗糙度通常比手工模具差一个等级,后续机加工留量得放大,不然局部会有铸造表皮残留。 不过话说回来,无模铸造对设计变更的容忍度太香了。上周有个做机器人关节件的客户,三天内改了两次浇注系统布局,要是传统模具,开模师傅非得提着扳手来我办公室不可。😂
铸件缺陷:那些说不清的“遗传病”
我遇到过最邪门的案例——一种镍基合金叶轮,每次浇到第五件时必裂。 开始怀疑浇注温度区间窄,就上了红外热像仪盯着看,温度曲线漂亮极了。又怀疑型壳强度不够,砸了十几个壳型测高温抗弯,数据也合格。最后把前面四件报废的铸件做了解剖——你猜怎么着?细微的再结晶晶粒在第五件的特定壁厚交接处富集,导致热应力临界值被突破。而这个晶粒遗传现象,居然跟熔炼炉里那根旧石墨坩埚的内壁浸蚀有关。🤯 问:听说超声波振动可以细化晶粒,我们小厂想低成本提升铸件力学性能,自己搞一套可行吗? 答:别冲动,先把账算明白。超声波导入头要伸入金属液,材质必须是耐高温、抗热震的陶瓷或者钛合金,光一个变幅杆就要大几千。更关键的是,空化效应的作用范围在工业条件下只有几十厘米,你要是浇个百公斤的泵体,得布置好几个导入头,还要避开浇口流束,不然能量全耗散在紊流里了。我见过有聪明的一线技工,用电磁搅拌配合倾斜浇注,只花了几万块改造费,就把球铁件的球化率从85%提到92%。 哪个更有性价比,一目了然。未来已来,但基本功没变
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:精密铸造:那些老师傅打死也不说的“铸造工艺”真相 https://www.dachanpin.com/a/tg/55508.html