说真的,每次走进那些把“单件流”挂在嘴边的工厂,我都忍不住想叹气。墙上标语贴得整整齐齐,但产线上一堆堆的在制品——这就是他们理解的“流”?简直离谱。
不过话说回来,这事儿也不能全怪产线主管。很多时候,老板一拍脑袋:“咱们也搞单件流!”然后就没有然后了。没有节拍计算,没有线平衡,连基本的5S都没做好,就指望工人们自己悟出来?怎么可能呢。
单件流到底是个啥,跟批量生产的纠结在哪
我知道,很多人一听到“单件流”脑子里就蹦出“一个一个做”的画面。也对,也不对。它真正的核心是让产品在工序间不间断地流动,每次只加工一个零件,做完立刻传到下工序。理想状态下,在制品库存——那个万恶之源——几乎为零。
批量生产呢?一批一百个,先冲压完堆在那儿,等三天再送去焊接。这三天里它们就静静躺着,占地方、生锈、混料,啥毛病都来了。而且!只要你发现第一个零件有缺陷,后面九十九个大概率全废。想想都肉疼。

但切换到单件流,一切都透明了。工序之间没有缓冲,任何异常立刻暴露。比如设备慢了、物料卡了、人跟不上节奏,整条线马上停摆。这对于习惯“遮羞布”的管理者简直是噩梦。可正是这种逼迫出来的问题,才是改善的机会。
我记得有次去宁波一家汽配厂,老板硬着头皮试了一条单件流 U 型线。头一周,停线次数多到他想掀桌子。但是慢慢地,他们开始精细化:调整夹具高度,优化双手作业,给螺丝枪加定位器……三个月后,那产线的效率提升了40%,不良率直接降到0.3%。他跟我说的时候,眼睛里都是光。
为什么你一搞单件流就翻车
不是我泼冷水,大部分企业落地失败,根本原因是把单件流当成了“减人工具”。这里有个残酷的真相:单件流首先考验的是稳定性。设备动不动就坏?物料经常欠料?作业标准谁都不遵守?那还是洗洗睡吧。
具体来说,几个坑你肯定踩过:
– 节拍时间(Takt Time)瞎拍脑袋。客户需求明明一天变三次,你定个死的节拍,产线不是堆料就是空等。需要用科学的计算,并且保持灵活的调整机制。
– 线平衡靠Excel做游戏。用秒表测三次就以为自己掌握了标准工时,结果实操中工人一个转身拿料就多了两秒。真正的平衡是反复观测、一点点抠出来的。
– 考核制度还盯着个体计件。老师傅们为了多拿钱,拼命多做,后面工序来不及消化,瞬间打回大批量的原形。要从计件转向激励整线产出、品质。
还有个事儿特搞笑。某次我看到一条所谓的“单元线”,八个工位各干各的,中间摆了足足二十件在制品。我说你这不叫单件流,这叫“分堆单干”。负责人挠挠头:“哎呀专家,我们这不是在过渡嘛。”过渡了三年,还在过渡。
QA:你关心的问题,我直接回答
问:单件流是不是只适合大批量标准产品?我们做小批量多品种,能搞吗?
答:完全能!而且可能更适合。小批量多品种的关键是快速切换。只要你能把换模时间(SMED)压到十分钟以内,单件流带来的灵活性远超想象。我知道一家做定制阀门的工厂,品种上千,他们用单件流配合“并序”作业,不同型号的阀门在同一条线上混流生产,切换时间几乎为零。核心在于模块化设计和工装通用化。
问:我们公司已经上了ERP和MES,搞单件流还需要这些系统吗?
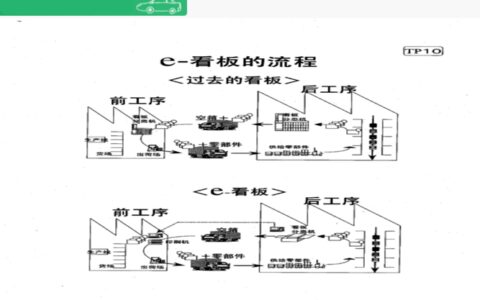
答:工具是为人服务的,别搞反了。ERP和MES能帮你核算成本、追溯质量,但单件流的本质是物理流动。我见过最极端的例子:一条手动线,没有电子屏,就用看板卡片+信号灯,照样跑得行云流水。数字化当然好,可视化、异常报警很有价值,但前提是你得先有个真正在“流”的现场。没有流,再漂亮的看板也只是皇帝的新衣。
如果真要搞,从哪下手
给你几个实在的建议吧,都是眼泪换来的。
第一步,选对试点产品。别挑那个最复杂、量最大的。找一条产品族,工艺相似、需求稳定,先跑起来。哪怕一年只做几百个,只要能验证理念,就值。
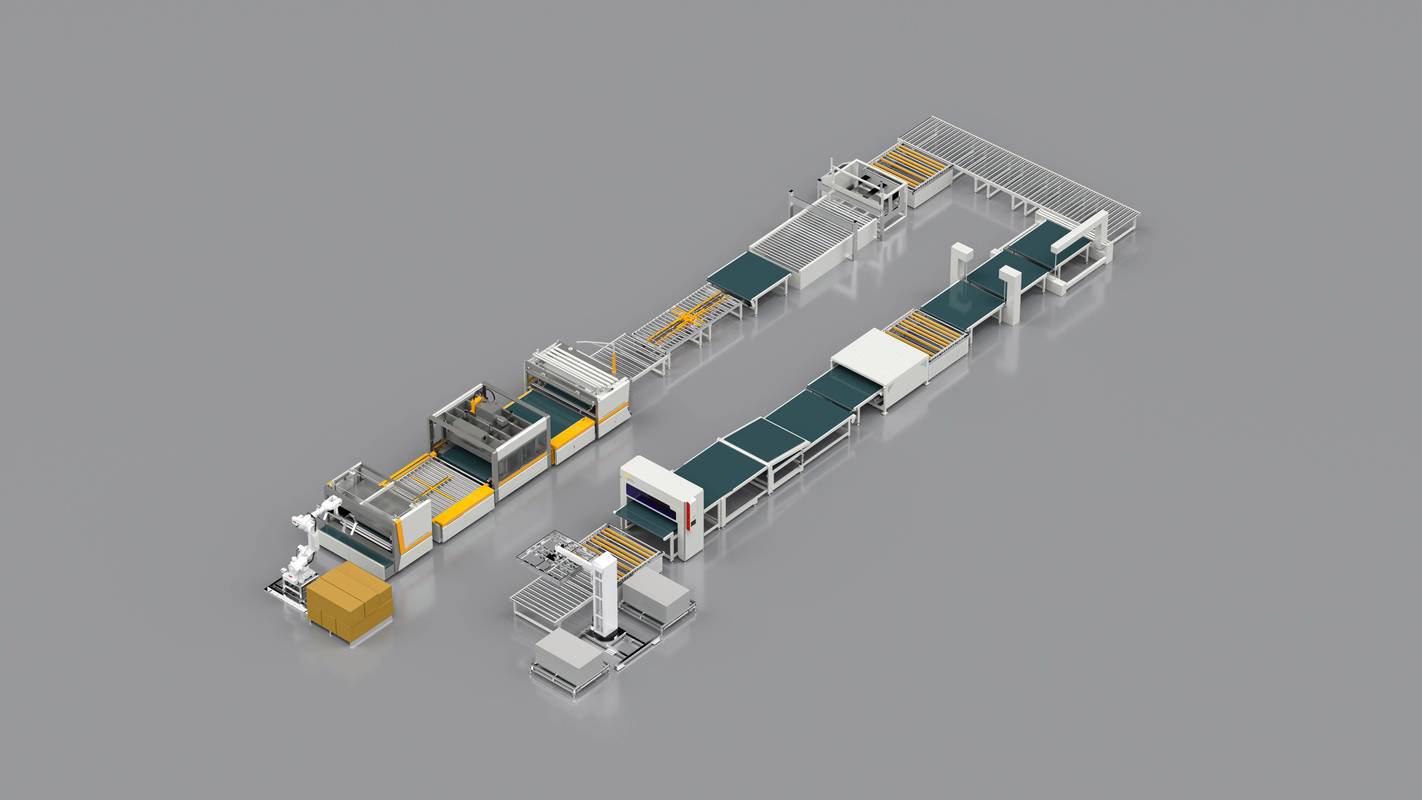
第二步,把布局彻底打碎重来。忘掉那些孤岛式的机群,按工序顺序摆成U型或直线,设备挨得越近越好。必要时拆墙、改地沟,别心疼。空间利用率能提高30%是常有的事。
第三步,培养多能工。单件流要求员工至少会操作三个工位,否则有人请假线就瘫了。轮岗训练、技能矩阵、一点点加难度,急不来。但一旦养成,人力柔性会帮你扛过波动。
第四步,建立瞬间停线文化。我见过太多线组长不敢拉停绳,眼睁睁看着不良流下去。你得告诉所有人:发现问题停线是功劳,不是过错。安灯系统必须配套响应机制,班组长要在30秒内到场。
最后,别指望一夜成功。单件流是个持续进化的过程,我今天还在优化十年前设计的那条线。它永远有改善空间。
行了,就说这么多。希望下次去车间,能少看到几堆“小山”,多看到几条真正的流。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:单件流:别再让批量生产拖垮你的工厂了 https://www.dachanpin.com/a/tg/56664.html