那是个噩梦般的周一早晨。夜班交了38件废品——关键尺寸超差,全部报废。原因?刀具磨损到极限,但没人发现。如果当时有一张实时更新的控制图……算了,不说如果。这件事逼着我重新捡起了SPC,结果半年后,同样的产线,过程能力指数从0.8干到了1.67。今天把这些血泪换来的心得抖出来,可能有点乱,但够真实。

控制图选型:我踩过的坑,你别踩
一开始我傻乎乎地全用 Xbar-R 图。轴径、孔径、粗糙度,通通均值-极差。直到有次零件内孔出现了突然的锥度变异,Xbar-R 纹丝不动——差点又出一批废品。为什么?因为均值图对单个样本内的波动不敏感,而锥度是同一零件两端直径差,属于组内变异。后来换了 Xbar-S 图才抓住问题。所以,样本量n>10时别犹豫,直接用标准差图。n=3~5,Xbar-R够用;单件流?那就 I-MR 图。选错图,等于蒙着眼睛开车——迟早撞墙。
问:控制图上下限就是公差的1/3?
答:荒唐!控制限是过程的声音,计算公式是均值±A2*R(均值图),跟公差没有半毛钱关系。你用公差的80%当控制限,那叫“公差压缩图”,不是控制图。控制限反映的是过程的固有波动,公差是客户要求,两码事。搞混了,你永远不知道过程到底稳不稳。
过程能力指数:CPK说的就是靠谱吗?
CPK 1.33 就欢呼?先看看你的过程是不是统计受控。有一次我查供应商报告,CPK 1.8,漂亮——但原始数据画出来的控制图,七八个点子连续上升,明显的趋势性异常。我让他们加严抽检,果然,下一批到货就直接碰了上限。❗CPK是静态指标,控制图是动态监控,一静一动,缺一不可。我现在要求供应商必须同时提供近期的 control chart,否则免谈。
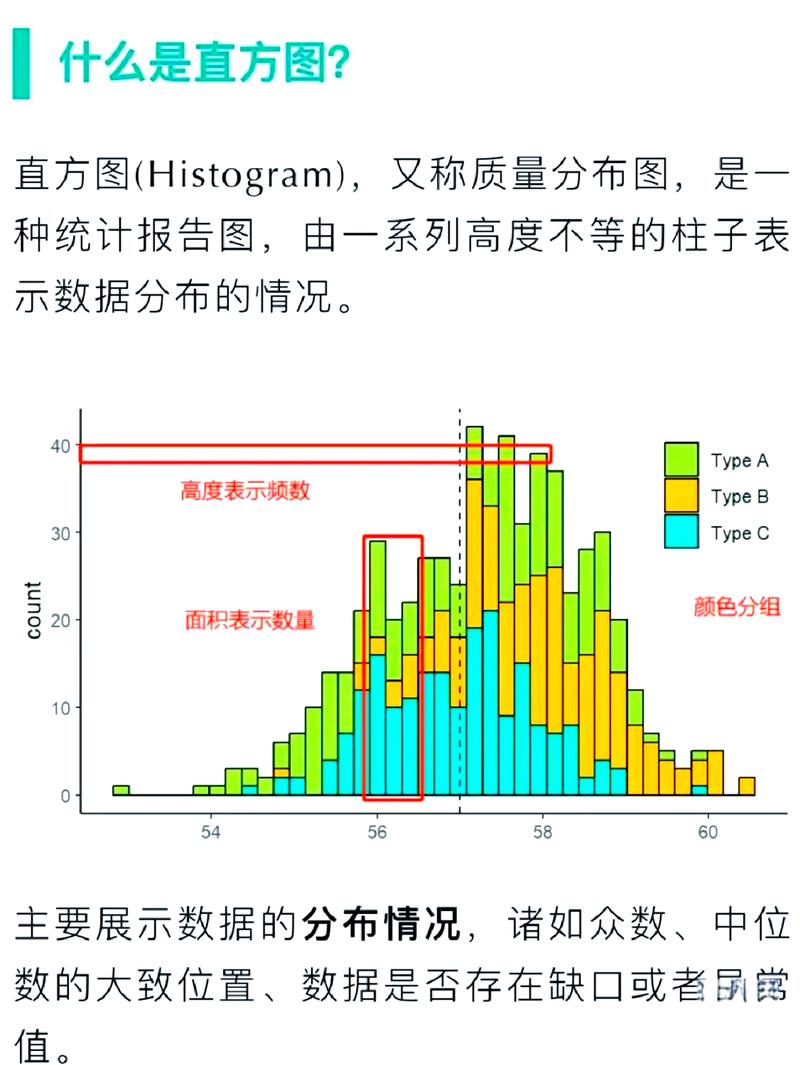
过程能力计算还有个坑:数据非正态。很多特性不是正态分布,比如跳动、平面度。这时候算CPK要用 Box-Cox 转换或者直接算 Ppk(用百分位数)。我见过用正态假设算出的 CPK 虚高,实际不良率吓死人。💡小建议:拿到数据先画个直方图,瞅瞅形状,别闭眼套公式。
问:Ppk 和 CPK 到底什么时候用哪个?
答:简单说,量产前验证用 Ppk(用整体标准差,包含组间波动),量产后监控用 CPK(用组内标准差,只反映短期能力)。但行业内常被滥用——有些客户要求 process capability index 必须大于1.67,却不指定是CPK还是PPK。我的理解:PPK≥1.67是真能力,CPK≥1.67则要求过程极其稳定。不过话说回来,如果控制图显示过程失控,这两个指数都不可信,对吧?先搞定稳定性,再来谈能力。
最新实践:离线SPC已死,在线SPC才是未来
传统做法:操作工拿着卡尺量完,填纸质表格,下班后工程师敲进 Excel,画图……等发现异常,可能已经过去两三个班次。这种“死后验尸”式的SPC,说实话,在今天的制造业里就是自欺欺人。现在我们已经把关键设备的传感器数据直接怼进实时SPC系统——三坐标测量机的检测结果、在线量仪的动态值,每出一个数据,控制图自动更新,判异规则一触发,现场 Andon 灯立刻亮,同时短信通知工程师。这才是真正有用的统计过程控制。
去年我们导入了一套系统,结合机床内部的功率、振动信号做多变量控制图。有次主轴振动出现微小偏移,常规尺寸检测还没反应,系统就报警了。拆开一看,轴承滚道开始剥落。一条主轴二十万,早发现意味着省下大修费加避免批量事故——你说SPC值不值?❗当然投入不小,但跟一次批量召回比,真的是零头。

有些保守的老师傅觉得电脑不可信,还是眼和手感靠谱。可误差0.005mm以内的变化,肉眼能看出来?而且现在的系统能自动计算过程能力指数,生成带趋势的报表,客户审核时直接把屏幕一亮,比做假报告强一万倍。时代变了,工具也在变,但SPC的核心没变——发现变异,寻找原因,采取行动。这一套,老子一百年前修哈特发明的,至今还是金科玉律。
最后啰嗦一句:别把SPC供在神坛上。它不是装饰品,是工具。用错了伤手,用对了救命。我那条产线现在跑得跟闹钟一样准,靠的就是这套方法沉到了日常管理里,而不是每年审核时突击补数据。就这样。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:统计过程控制(SPC)实战:一张控制图救了我一条产线 https://www.dachanpin.com/a/tg/56684.html