上个月去了一家做液压阀的工厂,计划部的小伙子跟我诉苦:周计划发下去,第二天准变,第三天就面目全非。产线上一堆半成品堵着,出货还天天延期。我瞄了一眼他的排产表,密密麻麻,连换模时间都精确到分钟——可惜啊,全是纸面功夫。
这种情况,我见得太多了。推动系统(Push System)的通病:每个工序都埋头按自己的节奏干,干完了往下一道扔,然后呢?下一道可能根本不需要,或者上一道已经堆满了。结果就是:库存堆成山,问题藏下面,交付烫手山芋。
直到有一天,老板忍无可忍,请了个精益顾问。老头在车间转了一圈,把计划表撕了,说:“从今天起,后工序不给单子,谁也不许干。”车间瞬间炸锅。我当时也在场——说实话,那一幕,够刺激。❗
一、从“推”到“拉”,不是概念的翻转,是权力的移交
拉动系统(Pull System)的核心就一句话:生产指令只来自下游的实际需求。不是预测,不是计划,是实实在在取走了一个东西,才触发生产一个新的。就像超市卖出一瓶水,货架上少一个,后台才补一个。
听起来简单对吧?但真正落实,简直像动了车间主任的命根子。因为这意味着:缓冲库存必须严格限制,在制品不能超过看板数量。一旦哪个工位卡壳,上下游都会停摆。停摆——这可是天大的事。但恰恰是这种停摆,才逼着你去解决那些藏了多年的魔鬼:设备点检没人做、来料质量忽高忽低、员工培训不到位……
我记得在一家日资企业,他们搞拉动初期,停产率飙升,厂长脸都绿了。但三个月后,设备综合效率(OEE)反而跃升了 15%。因为问题暴露了,就有改善的焦点。✅
二、看板:从一块破铁皮到数字化神经末梢
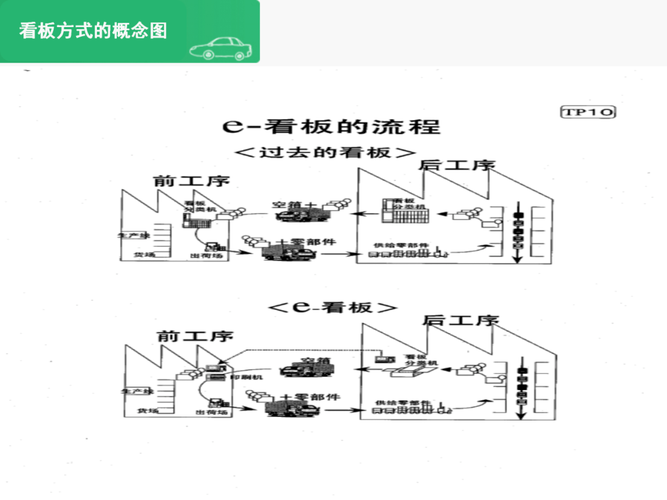
拉动系统的落地,离不开看板(Kanban)。但别以为看板就是块塑料牌。它的本质是信号传递。比如容器空了,空箱本身就是一个“生产指令”——这就是常说的生产看板。还有取料看板:后工序拿着看板到前工序的超市去领料。现在呢,更高级了:电子看板(e-Kanban)直接集成到 MES 系统里,扫码刷一下,需求瞬间传到供料口,AGV 小车悠悠地就开过来了。
不过啊,数字化看板投入不小。我见过一家民企,花了几十万上系统,结果操作工嫌麻烦,私下还是靠吼。看板指示灯(Andon)亮了也没人理。所以,工具再酷,人的意识不转变,全都白搭。💡

三、拉动系统真的只适合重复生产?别被教科书骗了
很多人有个刻板印象:拉动系统只能用在品种少、批量大的产线。错!其实多品种小批量(High-Mix Low-Volume)更需要拉动。为什么?因为产品族切换频繁,你如果靠预测推,每种零件都备一堆,库存金额吓死人。拉动怎么搞?用顺序拉动(Sequence Pull),或者设置超市(Supermarket)加看板组合——关键是根据产品族分类,确定合理的缓冲量。
我十年前辅导过一家连接器工厂,产品上千种,交期却从两周缩到了三天。秘诀就是:把产品分成A、B、C三类,高流量的A类建超市,用看板拉动;低流量的C类按订单装配,用顺序拉动。计划员一开始抵触,后来发现加班少了,反而主动学起价值流图(VSM)来了。你看,拉动不是让计划员失业,是让他们升维。
说到计划员,这里插个问答:
问:上了拉动系统,生产计划员是不是就没事干了?
答:扯!他们的工作重心彻底变了。以前是追料、催产、改排程,累得像狗还不落好。现在是监控看板循环,分析交付偏差,推动瓶颈改善。从一个“催命鬼”变成了“流程医生”,成就感不是一个档次。而且,好多企业把计划员转成“精益推进者”,工资都涨了。
问:我们公司产线很不稳定,拉动系统会不会导致频繁停线,损失更大?
答:这正是拉动系统的价值所在!你怕停线,所以用大量的库存去盖问题,对吧?但库存带来的是假安全感。我给你说个数据:一条隐藏问题的产线,因为搬运、等待、缺陷造成的损失,通常占总成本的20%~30%。拉动强制暴露瓶颈,短期会痛,但长期来看,每消除一个瓶颈,效率就能跳一个台阶。当然,推行要讲究策略:先选择一段比较稳定的工段试点,设好安全缓冲,逐步收紧看板数量。最重要的是——领导层要有“欢迎停线”的心态,而不是追究责任。否则,谁敢停?
四、拉动的深层逻辑:不是管理库存,是暴露问题

我常跟企业老板说:拉动系统不是库存控制方法,它是一个组织改善的催化剂。水位低了,暗礁才会露出来。你的任务不是继续加水,而是敲掉礁石。
这一点,很多公司学歪了。他们引进看板,但不去解决根源的质量、设备、人员技能问题。货架上的库存水位是降了,但在工位旁边偷偷设立了秘密储备——这叫“隐藏的超市”。自欺欺人。真正的拉动,需要配套标准化作业、快速换模(SMED)、全员生产维护(TPM)这些基础。没有这些,拉动就是空中楼阁。❗
还有一个常见坑:看板数量设得太高。我见过一家厂,顾问帮忙算完看板数量,车间主任偷偷翻了一倍,结果在制品根本降不下来。问他原因,他说“怕停线”。这种心态,拉动不可能成功。看板数量必须基于实际消耗速度和补充周期计算,然后有纪律地逐步减少。每次减少,都可能触发一个改善机会——就看你是拥抱还是抗拒。
问:那看板数量到底怎么定?有没有简单公式?
答:经典公式:看板张数 =(每日需求量 × 补充周期时间 × (1 + 安全系数))/ 容器容量。但新手建议先用实际数据模拟,从宽松起步,每两周降一个看板,直到开始出现轻微缺料,再回调一点。这才是活的方法。死套公式容易水土不服。
最后,给大家一个真心建议:下次再看到车间里在制品堆成山,先别急着上自动化立库。试试拉一把。用简单的看板,哪怕就是一张手写卡片,限制住过多的投入。你会发现,生产线自己会调整节奏,问题也会自己跳出来。当然,前提是——你愿意面对它们。✅
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:拉动系统:死磕排产三十年,我才发现后工序才是老大 https://www.dachanpin.com/a/tg/56668.html




