别把忙碌当产出,有效产出才是命根子
高德拉特那老头有句话很扎心:工厂的目标不是生产产品,而是赚钱。怎么衡量赚钱?他用三个指标:有效产出、库存和运营费用。注意,这里的定义和会计完全不同。有效产出是系统通过销售获得的资金流,不是产量!你生产一堆卖不掉的库存,会计账上可能是资产,在TOC眼里是负债。 我在一家线束厂见过最极端的例子。他们为了摊薄固定成本,拼命提高冲压机的利用率,结果把两周后需要的端子提前冲好,堆在仓库。车间主任很得意,说设备利用率98%。可现金流越来越紧,因为铜是现款买的,客户回款却要90天。这就是约束理论里的“局部效率”陷阱。
五步法不是线性流程,是持续敲打的过程
TOC的五步聚焦步骤,说起来简单:识别约束、挖尽约束、迁就约束、松绑约束、回头再找约束。但实际做起来,每一步都能吵翻天。第一步,识别约束
我怎么找约束?不是看哪个机器前面堆的料最多——那是表象。真正要看的是,哪一道工序在制约整个系统的有效产出?有时候约束根本不在车间,而在市场!订单不足的时候,销售能力就是约束;物料卡在供应商那里,采购就是约束。有一回我给一个做风电铸件的工厂做诊断,所有熔炼炉都闲着,因为砂型造型线坏了。他们一直盯着电炉的效率,其实真正的约束是那台老掉牙的造型机。第二步,挖尽约束
这是最容易被跳过的步骤。许多管理者一发现瓶颈,第一反应就是投资买设备。可你真的把瓶颈时间压榨干净了吗?比如,瓶颈工序是不是在吃饭时间停机?是不是在换模?是不是因为来料不良造成等待?记得在一个汽车零件加工单元,瓶颈是一台五轴加工中心,但我们发现它每班有45分钟在等待上一道工序的毛坯。只是梳理了一下物料配送规则,产能就提升12%,一分钱没花。第三步,迁就约束
迁就的意思是,其他非瓶颈环节必须服从瓶颈的节奏。这要求全厂的生产计划从推式变成拉式,按照瓶颈的鼓点走。也就是所谓的鼓-缓冲-绳(DBR)方法。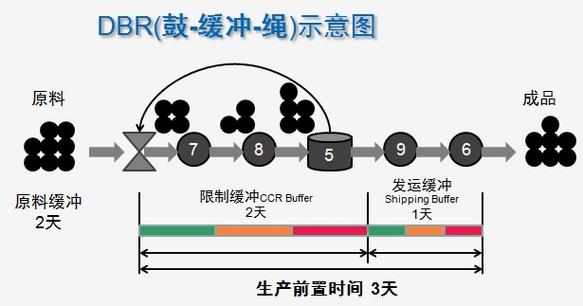
问:听说TOC要求所有非瓶颈都要迁就瓶颈,那这些设备产能不就浪费了吗?我是不是要故意停掉一些设备?
答:对!你就是得让一部分设备主动闲置。这违反直觉吧?但你要是让非瓶颈开足马力,就只能生产出瓶颈消化不了的过量在制品。除了占用资金、掩盖问题,毫无用处。记住:一个小时的瓶颈损失,是一个小时非瓶颈损失的无数倍,因为瓶颈损失直接减少了整个系统的有效产出。第四步,松绑约束
到这一步才谈投资。但投资不一定是买设备,也可能是改变工艺路线、外包某些工序,或者在瓶颈前设置更严格的质检,避免不良品浪费瓶颈时间。我曾经建议一个钣金厂把激光切割后的毛刺去除工序外包给一个小作坊,每件成本增加2块钱,但瓶颈冲床的稼动率一下子提高8%,综合下来每月多赚十几万。第五步,回头警惕惰性
人性就是这样,一个约束打破了,大家就会习惯新的流程,不再思考有没有新约束冒出来。一定要回到第一步重新审视!上一家工厂的约束是热处理炉,等我们把炉子能力提上去以后,发现喷漆线又变成了瓶颈。如果不回头,就掉进另一个舒适区了。思维流程——TOC的隐藏大招
问:TOC适合多品种小批量的离散制造吗?像我们这种生产工业缝纫机的,型号上千种。
答:太适合了。多品种小批量环境下,约束其实更动态,它不是固定在某台设备上,而是随着组合变化漂移。这时候你就需要用简化的DBR(S-DBR),紧盯交货期,并且严格控制投料。别追求设备平衡,要追求物流平衡!关键点是,在投料端设一个缓冲,确保不管什么订单进来,都只在瓶颈前有序排队。对了,记得用真正的交期承诺模式,别把每个订单都当成急单。现实教训:TOC不是万能药,但它的思想永远管用
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:约束理论(TOC)在工厂到底怎么用?别再只盯着瓶颈了 https://www.dachanpin.com/a/tg/56674.html