做质量这行快二十年,MSA这三个字,从入门到想吐。但真的搞懂了吗?未必。
说实话,我见过太多公司把MSA当成填表游戏——量具R&R一算,%GRR低于10%,万事大吉。然后就开始追过程能力,搞SPC。结果呢?客户投诉不断,内部扯皮,最后查出是测量系统在捣鬼。那时候才拍大腿,晚了。
百分之几的GRR,就是个数字。数字会说谎。我早年踩过的坑:一个量具R&R,总GRR%才8.6%,看上去很美。但是我习惯翻看下面那些图形——R图失控,操作员B的测量值忽大忽小,明显手法有问题;均值图上,十个零件,操作员A和C的测量曲线几乎平行,但B的曲线却出现交叉,说明存在交互作用。再查,原来B是新来的,培训没到位,测量时夹持位置不统一。
这种系统,你能放心用?
所以,看MSA报告,
量具R&R(重复性和再现性)只是MSA冰山一角。偏倚和线性,多少人真的做过?
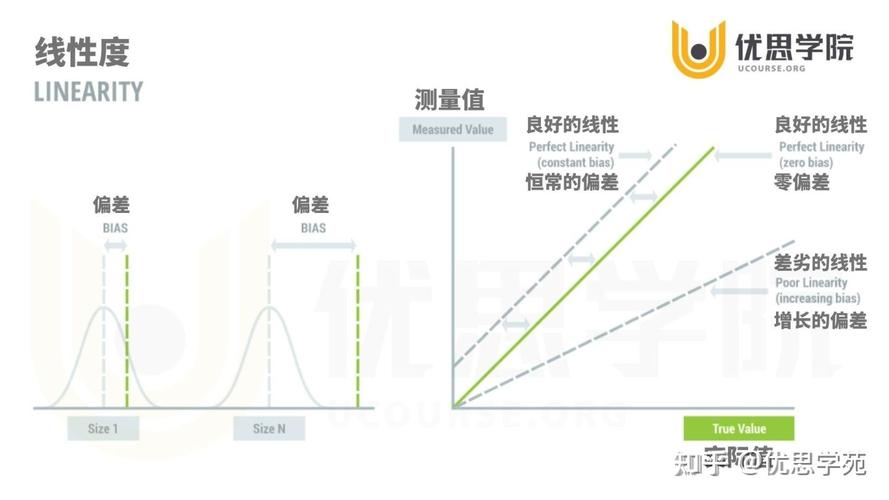
偏倚是测量平均值与参考值的差。你以为有校准报告就高枕无忧?大错特错。校准报告是在特定条件下做的,而且只是某个点。现场条件一变,偏倚可能就飘了。线性就更要命——在量具的全量程范围内,偏倚可能不是常数。比如一把游标卡尺,测10mm准,测100mm偏大0.02mm,你如果一直用它量小轴径,没问题;但偶尔去量一个孔距,问题就来了。
我碰到过一个案例:车间用三坐标测量机检测精密壳体,孔径和位置度都没问题,但装配后总是干涉。后来做了线性分析,发现三坐标在测量大尺寸时,由于温度补偿不准确,偏倚逐渐增大。供应商的校准证书?只覆盖了常用量程。你能怎么办?只能自己动手做全量程线性研究。
所以,别以为有了校准证书就省略这些步骤。
MSA不是一次性买卖。测量系统会老化、会磨损、会受环境侵蚀。你今天通过的GR&R,半年后可能就面目全非。但有多少企业建立了测量系统的定期“体检”机制?
我建议,对于关键测量系统,至少每季度做一次简化的MSS(Measurement System Surveillance)。不用每次都全尺寸GR&R,可以做个小样法的重复性检查,或者用控制图监控标准件的测量值。一旦发现偏移或波动异常,赶紧启动完整的MSA。
唉,说起来容易,做起来难。生产一忙,这些“预防性工作”就第一个被砍。直到出事了,才后悔莫及。对吧?
答:太有必要了!校准只管偏倚,而且是实验室环境。重复性、再现性、线性、稳定性,校准报告一个都不管。你让工人实际测100个零件试试,看看波动有多大?操作员A和操作员B的手法差异,现场温湿度,零件在夹具上的定位,这些因素带来的变异,校准报告上绝对看不到。不做MSA,你根本不知道自己的测量系统在真实世界里的表现。
答:8%确实符合常规标准(<10%可接受),但是——注意这个“但是”,就像医生说你血压120/80,数值没问题,可如果你头晕眼花,那肯定还得查其他。8%的背后,可能是重复性占了7%,再现性只有1%,但操作员之间的均值差异显著;或者虽然是8%,但ndc(可区分类别数)只有2,意味着测量系统只能将零件分成两组,等于没有分辨力。所以,
。别让一个数字蒙了你。
说到这,我想起十年前的一次教训。那时我们引进一条新生产线,测量系统验收时,GR&R很漂亮,5.2%。但量产后,不良率居高不下。我们怀疑是加工问题,加严了工艺控制,徒劳。后来无意中发现,测量仪器在长时间工作后,测头会发热,导致测量值漂移——也就是稳定性出了问题。而验收时的MSA,只进行了短时间的评估,完全没考虑热平衡。从那以后,我的MSA程序里,
。
所以,MSA哪里只是一个工具,它简直是个系统工程。你得考虑人、机、料、法、环,还得考虑时间轴。每一次测量,都是一次充满风险的探险。
最后说点实在的:做质量,别追求数字的完美,要追求系统的可靠。%GRR小于10%不难,难的是一年365天,每天都能小于10%。这需要的,不只是一份报告,而是对测量过程持续的关注和敬畏。
你品,你细品。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:测量系统分析(MSA)的真相:别再被10%忽悠了 https://www.dachanpin.com/a/tg/56691.html