我第一次接触时间测定(MTM),还是二十年前在车间实习那会儿。老师傅递给我一本皱巴巴的手册,上面密密麻麻印着各种动作单元——“伸手”、“抓取”、“移动”……说实话,当时只觉得这玩意儿死板得可笑。一个动作拆那么细,简直反人性。但后来发生的事,让我彻底改变了看法。
MTM不是拍脑袋,是工程语言
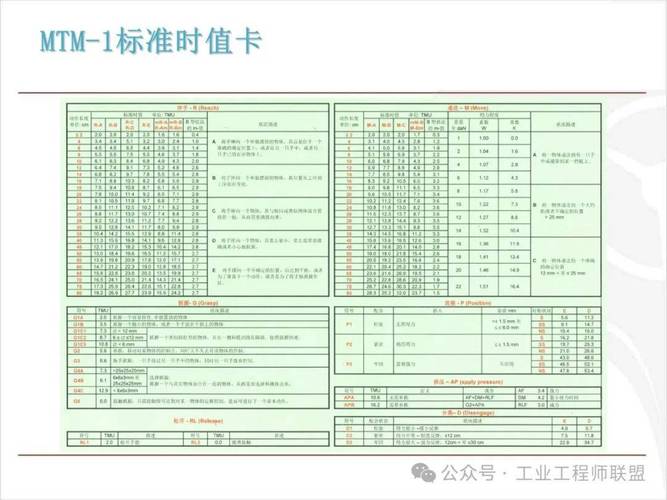
很多人以为方法时间测量就是拿个秒表掐时间,NO!这完全是误解。MTM系统把人的操作分解成基本动作,比如伸手(R)、抓取(G)、移动(M)、定位(P),每个动作都预先设定了标准时间值。这些数据来自大量工业实验,不是随便估的。
举个例子,伸手到30厘米外的零件盒——你知道要多长时间吗?根据MTM-1,代码R30A对应的时间值是15.8 TMU(约0.57秒)。这还没算身体辅助和时间余量。有人会觉得这太机械了吧?但偏偏就是这种标准化,让工艺设计有了共同语言。德国工程师和日本工程师讨论工时,不用比划手势,直接查表就行。
不过话说回来,MTM流派多着呢。除了经典的MTM-1,还有MTM-2、MTM-UAS、MTM-MEK等等。精度和速度的平衡永远是个难题。用MTM-1分析一个简单的装配动作,可能花掉半小时,而工人实际只干10秒。值不值?这得看场景。反正我个人在小批量、定制化生产里,基本不用MTM-1,太杀鸡用牛刀了。
智能制造时代,MTM死没死?

这几年数字孪生、工业4.0喊得震天响,有人就说传统工时测定该进博物馆了。真的吗?我发现一个有趣的现象:越是自动化程度高的工厂,对人机协作环节的工时分析要求越精细。人机结合部的效率黑洞往往就藏在几个不起眼的手动操作里,这时候MTM恰恰能派上大用场。
💡 今年我去参观一家汽车零部件厂,他们用动作捕捉传感器把工人操作数据实时导入软件,自动生成MTM代码并计算理论时间,然后和实际视频比对,偏差超过5%就预警。车间主任说这招把标准作业的贯彻率提高了30%。你看,技术没有淘汰MTM,反而让它活得更好了。

问:现在都有AI视觉分析了,为什么还要用MTM这种老方法?
答:哎,这问题问得好。AI视觉分析能告诉你工人现在在做什么,但没法告诉你他应该怎么做、花多少时间才是合理的。MTM提供的是基准值,是标靶。没有这个标靶,你看到的只是现状,不是改进方向。两者结合——MTM给出理论最优,AI发现实际偏差——这才是正道。
问:MTM分析太复杂,中小企业用得起吗?
答:说实话,全套MTM培训认证确实贵,但没必要全自己搞。现在市面上有简化版的通用系统,比如MTM-UAS,分析速度很快,准确度也能满足多数需求。实在不行,先针对瓶颈工序做一两个,见效了再说服老板掏钱。我见过不少厂子,花几万块上软件,几个月就通过效率提升省回来了。
避坑指南:我用MTM踩过的那些雷
⚠️ 别迷信标准数据!MTM表格里的数值是正常条件下的理想值,现实作业环境千差万别。温度、照明、工装磨损度……这些都会影响实际时间。所以余量的设定特别考功力。见过最夸张的案例,某家电装配线照搬德国MTM标准,结果工人根本达不到,劳资矛盾差点爆发。后来才搞明白:人家德国车间空调恒温22度,咱们这边夏天快40度,能一样吗?
❗ 另一个坑:把MTM当成惩罚工具。有些管理者拿着分析结果卡工人脖子:“你看标准说12秒,你怎么用了15秒?”这是用歪了。MTM本质是工程改善工具,不是鞭子。用来暴露浪费、平衡流水线、优化布局才是正途。一旦工人感觉到你不怀好意,什么数据都收集不准确了。
当然,MTM也并非万能。对于高度依赖经验判断的手艺活,比如精密研磨、复杂设备调试,硬套动作分析完全没用。这种情况下,我建议结合预定时间标准(PTS)的思想,但保留弹性。
问:怎么知道我的MTM分析结果靠不靠谱?
答:验证!一定要验证!分析完一个工序后,找三个以上熟练工人实际做几遍,取平均值。如果和MTM计算值偏差超过正负15%,要么是动作分解错了,要么是现场条件有特殊因素。别忙着改标准,先找原因。另外,定期复审也很关键,产品微调、工装改进都可能让原来的分析失效。
最后说几句掏心窝的话。搞时间测定久了,你会发现自己对“效率”的理解会变。最高效的往往不是最快的动作,而是最稳的动作。MTM教会我的不是如何压榨每一毫秒,而是如何设计出让工人舒服、省力的作业方式。真的,舒服和省力之后,效率自然就来了。
所以,别再问MTM过没过时。工具就在那里,看你怎么用。用不好,再时髦的数字化系统也是摆设。用好了,五十年前的老方法照样能帮你打赢今天的效率战。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:时间测定(MTM)到底过时了吗?一个老工业人的反思 https://www.dachanpin.com/a/tg/57887.html