一个价值20万的螺母,教会我的事

那年我还在做工艺工程师,一条装配线连续出了三台漏装垫片的设备。客户直接退货,罚款二十万。老板红着眼在车间训人,操作工小姑娘哭得稀里哗啦——她一天站10个小时,拧上千个螺母,谁能保证不走神?当时我就想,靠人靠不住,得让活儿“出不了错”。后来才明白,这就是防错技术。
Poka-yoke,日语,丰田搞出来的玩意儿。直译“防呆”,意思是连傻子都不会弄错。别嫌难听,这恰恰是精髓——把对人的依赖降到最低,让错误不发生,或者一发生就立刻发现。不是多高深的科学,是血泪换来的土办法。
防错的三板斧,用好了能救命
分类方法很多,我按车间的实操分三层:
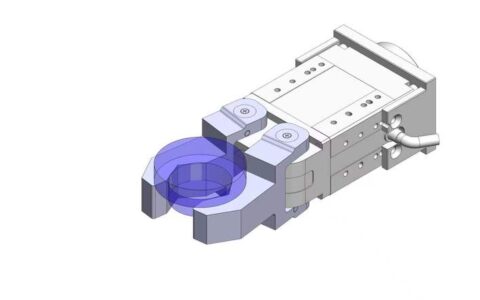
- 接触式防错——靠形状、尺寸、颜色来杜绝装错。比如插头只有一个方向能插入,零件不对称让你翻个面就装不上。简单粗暴,但最有效。我曾经给一个焊接治具加了个限位块,工件放不到位气缸就不动作,立马杜绝了焊偏。
- 固定值防错——数量、重量、长度必须达到某个值。常见的,拧紧枪计数,少打一颗螺丝就报警;或者称重,包装少放了说明书自动踢出。有一回我们给螺丝盒做了个称重工位,每个包装轻了10克就亮红灯,再没接到缺件投诉。
- 动作步骤防错——顺序错了就不让你走下一步。比如必须左手按两个启动钮,右手才进去操作,防止挤压伤。产线上常说的“互锁”,就这个意思。
这三板斧,成本都不高,关键得有那个意识——别总想着培训人、考核人,想办法让错犯不了,对吧?
问与答:实操中你一定会遇到的坑
- 问:防错是不是就是自动化?花钱上设备?
- 答:大错特错!防错和自动化是两码事。防错的核心是巧妙设计,很多时候一个弹簧、一个挡块就解决了,花不了几个钱。自动化是替代人工,防错是防止差错。举个例子:传送带上检测零件正反面,用个摄像头识别是自动化防错,但更便宜的方案是做个异形滑槽,反面的零件根本滑不过去——这是机械防错,不费电,不坏。所以,先想土办法,别一上来就整高大上的。
- 问:小批量多品种,换线频繁,防错装置改来改去成本高怎么办?
- 答:这问题太普遍了。我的经验是防错越简单,越容易调整。尽量用可调节的定位块、快换夹具,甚至磁吸式传感器。另外,防错设计要模块化,换产品时只换一个小部件。还可以从流程防错入手,比如扫码核对BOM,换线时系统自动比对物料,错料了立即停机。记住,防错投入要算总账:一次批量报废,够你改十套防错了。
数字化不是甩锅,是让防错更聪明
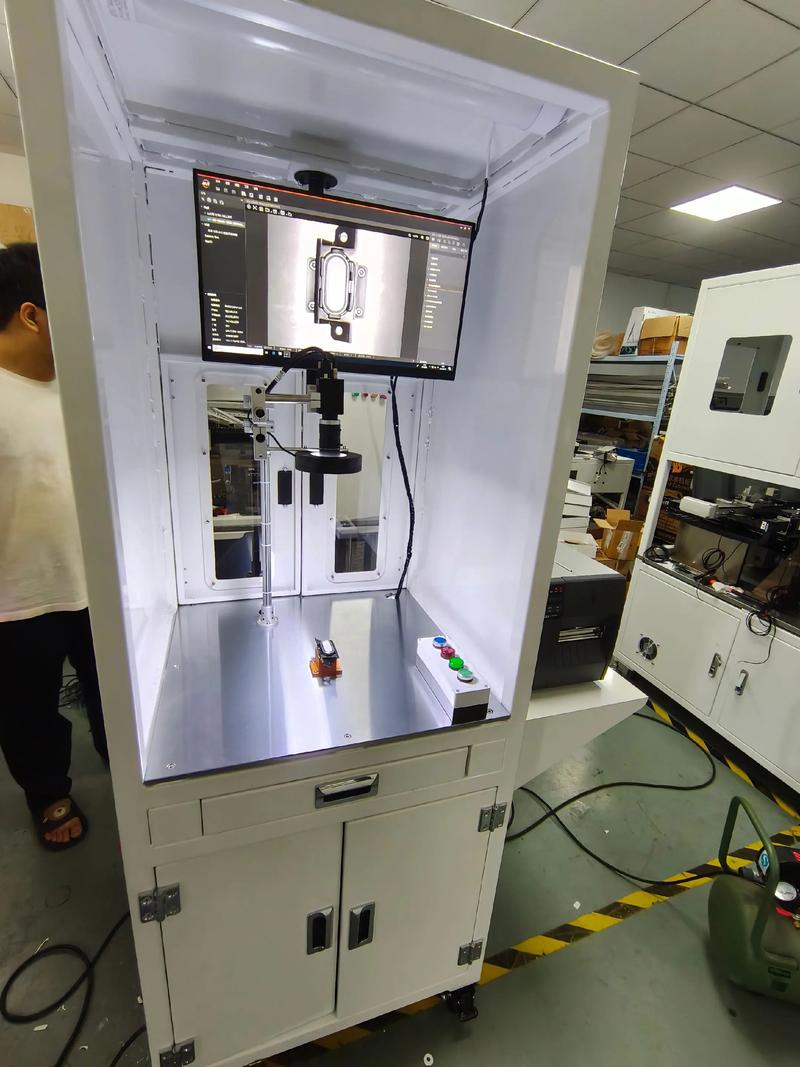
再说说现在,物联网、视觉系统、人工智能……防错也在升级。其实本质没变,只是手段多了。✅ 比如视觉防错,能实时检测装配后的零件是否到位,以前靠人眼看,现在机器视觉0.1秒判断,还带数据记录。❗ 不过我得吐槽:有些工厂上AI防错,结果误报率高,工人直接关掉报警——这就成了聋子的耳朵。💡 所以,数字化防错也得遵循简单可靠的原则,不然就是摆设。
我去年参观一家汽配厂,他们的压装工序装了位移传感器和力传感器,系统自动判断压装曲线是否异常。不仅防错,还能提前预警模具磨损,这思路就开了。

防错技术,说到底是一种“不让错误发生”的思维习惯。你花半小时改个治具,可能就省下了几十万的教训。做制造,心要细,手要巧,但更得有那么点“懒劲”——想着法子让活儿更简单,让错误无处可钻。共勉。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:防错技术(Poka-yoke):别再让工人背锅,我给你讲讲车间里的真经 https://www.dachanpin.com/a/tg/57946.html