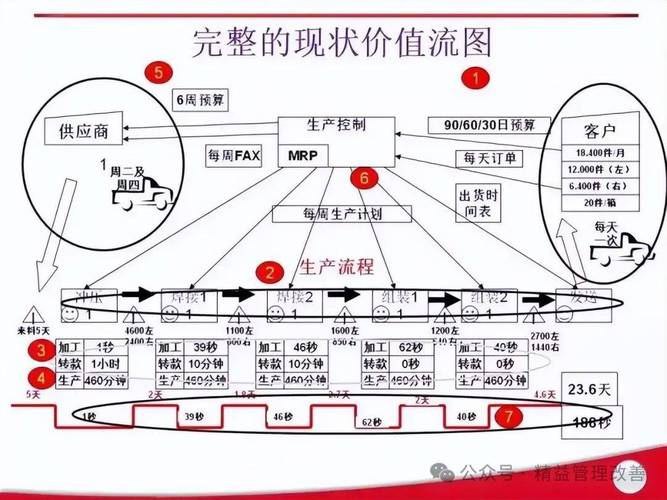
画过价值流图的人都知道,那玩意看着简单——画几个方框,标上数据,描一条时间线。但说实话,真正靠这张图推动改善的团队,少得可怜。我见过太多工厂的会议室墙上,现状图贴了三年没动过,都发黄了。他们抱怨VSM没用,却不晓得从一开始就掉进了坑。今天就聊聊这几个坑,有些是我自己摔过的,有些是眼看着别人摔的。
💡 坑一:你把价值流图画成了流程图的远房亲戚
这事儿太常见了。一群人闷在会议室,照着BOM和工艺文件,凭空画出一张“现状图”。数据呢?要么来自ERP,要么是去年的工时表。画完之后互相恭维几句,然后……就没有然后了。这种图有个致命伤:它不是从现场“走”出来的。价值流图的灵魂在于现场观察、实时测量。我早年也犯过浑,站了十分钟拧着秒表卡循环时间,觉得差不多就行。后来发现,早班和中班的节拍能差出20%,换模时间在某个操作工手里居然能压缩一半。不跟满三个班次,你画出来的就是幻觉。
问:价值流图到底应该由谁来画?我让IE工程师负责不就完了吗?
答:天真了。IE可以主导,但必须拉上生产班长、设备维护,甚至操作工。有一回我们在冲压车间,工程师画出的物料流是理想单件流,结果老班长指着图说:“这里缺个暂存架,模具一换就是四小时,不堆料后面全得停。”你要是只凭IE经验,永远发现不了那个藏在换模时间里的魔鬼。❗所有人一起走现场,才能挖出真正的增值时间和库存周转的痛点。
⏱️ 坑二:数据采集——你手里的秒表可能只是个道具
VSM上的数据框,每一个数字后面都是故事。可惜大多数人只把它当填空题。比如“C/T 45秒”,那是连续加工一件的时间,还是包含上下料?你们测了几次?有没有剔除异常值?不是吹毛求疵,而是这些数据一旦失真,未来设计就全歪了。✅有个原则叫“三现主义”——现场、现物、现实。你就得站在设备边,亲眼盯着,数出那段等待的分钟数。还有库存,光看WIP报表不行,得去线边一件一件点。我曾在装配线发现,报表写120台在制品,实际堆了180多台——因为不良返修件没算进去。这个惊吓直接导致我们重新设计看板数量。
问:价值流图里那个“增值比”怎么算?我算出来经常只有1%-3%,正常吗?
答:正常得让人沮丧。增值比=增值时间/总生产周期。大多数离散制造企业,增值时间按分钟计,而物料可能在工厂流浪了二三十天。算出来百分之零点几都不稀奇。但别被这个数字吓瘫,它的价值是让你看清等待和库存到底有多肥。我们以前给一家汽车零部件厂画图,毛坯入库到成品发货总共22天,切割加工却只有18分钟。老板当场脸色铁青,随后推动了连铸连锻的流程整合,最后交付周期砍掉了60%。关键不是哀叹数字小,而是找到那个最肥的改善点。
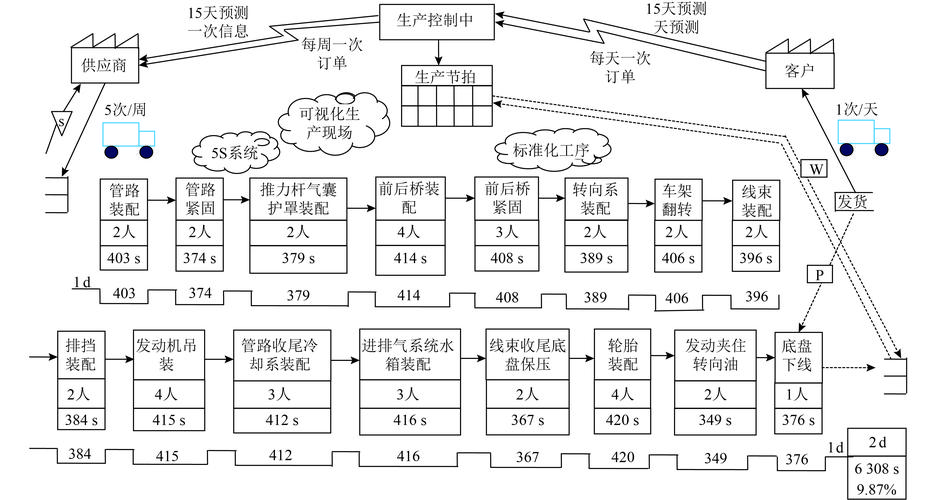
🚀 坑三:未来图设计——理想丰满,现实骨感

现状图的痛苦都尝过了,画未来图时人容易亢奋。好像把所有三角形库存符号抹掉,换成虚线箭头,世界就完美了。说实话,我早年画的未来图,充斥着“连续流”“拉动系统”等漂亮词儿,却忽视了约束——比如那台爷爷级的冲床,换模要两小时,你怎么连续流?所以,未来图必须基于实际的设备能力和工艺限制。不是不能突破,而是要有优先级。我现在的习惯是直接问团队:“如果只改一个点,能让整个前置期缩短30%,我们动哪里?”大家会吵,但吵完就很清晰。另外,千万别跳过“平准化”的讨论,很多未来图死在排产混乱上。✅建议先用纸箱演练一下拉动逻辑,模拟几天物料牌流转,比什么软件都直指人心。
问:我们小厂,没有那么大项目可以做,VSM是不是太“重”了?
答:这是误会。价值流图可以很轻。你哪怕只画一条产品族,聚焦前三个工序,只要真实走下来,就会有收获。我们辅导过一个做紧固件的作坊,就画了从冷镦到搓丝这一段,发现换模具时物料搬运距离长达80米,后来调整了布局,一人走的路一天就少了两公里。这不就是最实在的改善?所以别把VSM神圣化,它就是一面镜子,照出你平时看不见的浪费。
最后唠叨一句:图不是终点。画的目的是为了撕掉它,换成新的。如果你的现状图半年没变,要么世界停滞了,要么你假装看不见。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:价值流图(VSM):从画图到真正改善,我花了十年才搞懂的3件事 https://www.dachanpin.com/a/tg/58002.html