上个月去一家注塑厂,车间主任老张拉着我,指着屏幕上跳动的数字骂娘:“你看这OEE,95%!唬鬼呢。机器歇菜了半小时,这数动都不动。” 我凑近一看,系统里可用性那栏写着99.8%——可地上的水渍还没干,明显刚修过漏水。老张苦笑:都是人工录的,为了应付考核,谁敢填真实停机? 这就是OEE最真实的模样:被神化的指标,落地时一地鸡毛。
算不清的糊涂账:OEE到底怎么被玩坏的
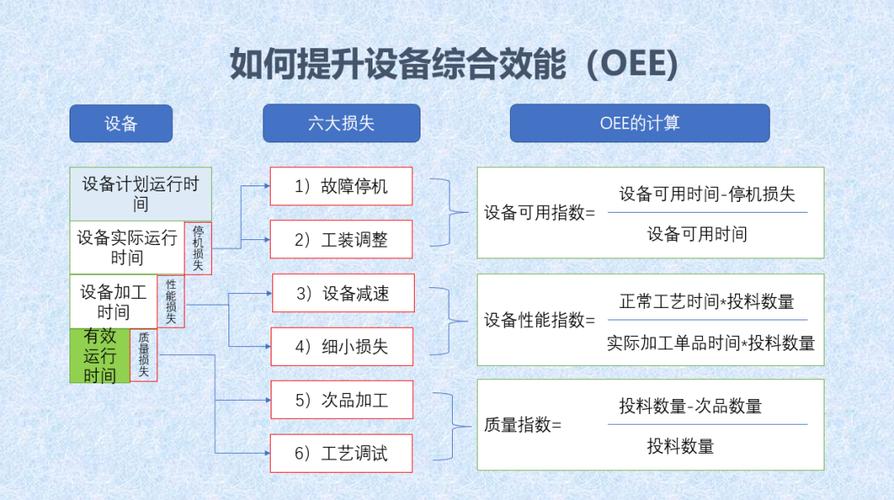
设备综合效率,公式小学生都会背:可用性×性能×质量。可一进工厂,全变味。上周在苏州看一条SMT线,系统显示性能开动率99.5%,结果我一掐秒表,贴片机实际速度不到额定85%。为什么?因为基准速度是按设备铭牌写的,但工程部私自改了程序,反正没人在乎。我问操作员,小伙子满不在乎:“领导只要那个数好看,我们就设高点。”
这事儿挺讽刺的。OEE本来是衡量损失的工具,搞成了政绩工程。三大指标暗藏无数猫腻:停机时间不统计5分钟以下的微停(微停恰恰是效率杀手),换模时间算计划停机所以剔除,废品回冲当良品。算来算去,数字美如画,实际交货天天延迟。你说这OEE有啥用?

不过话说回来,也有真当宝贝的。去年在浙江一家汽配厂,他们上了MES自动采集,第一个月OEE——45%。厂长脸都绿了,但咬咬牙没去改数据,而是拉了我们搞一周攻关。他们把压铸单元的性能开动率从70%提到85%,质量损失从8%降到3%,OEE冲到68%。虽然还是不高,但真金白银省了200万。厂长说:“终于知道钱浪费在哪了。” 所以,OEE不是没用,是用法错了。
扎心问答:OEE那些说不出口的真相
问:OEE到底多少算合格?不是说世界级水平85%吗?
答:别信那个鬼话。85%是八十年代日本用钱砸出来的目标。现在国内一般工厂,能稳定60%就烧高香。关键不是攀比数字,是数据真不真。很多企业用OEE作秀,把换模、小停机、降速全藏起来,算出来90%,实际产能一塌糊涂。先让数据说实话,再谈合格不合格。
问:我们车间设备五花八门,从老式车床到五轴加工中心,怎么统一算OEE?
答:先别求统一。把瓶颈设备搞准。用ABC分类,前20%的约束设备上自动采集——实在没钱就用电流传感器+树莓派,照样能抓停机。剩下的,让操作工扫二维码报工,关键是统一停机分类代码,比如E01故障、E02换模、E03缺料。然后用个低代码平台,如简道云或开源ThingsBoard,把数据拉通。不求全,能暴露主要问题就赢了。
性能开动率:被遗忘的利润黑洞
多数工厂只盯两件事:机器坏没坏,产品废没废。至于设备跑得够不够快,鬼知道。因为班产报表只记总数,没人掐节拍。前年给一家食品包装线做诊断,生产经理拍胸脯说速度没问题。我们装了光电传感器,数据出来吓死人:每天有2小时因为送料不顺畅,设备自动降速到60%。一年下来,少产了300万包调料。这损失,比明面上的故障停机大多了。
性能损失往往是小溪汇成大河。 老化、磨损、参数漂移,一点点吃掉你的利润。建议用些便宜传感器,如霍尔传感器测转速,结合边缘网关做周期节拍分析。一旦发现偏离基准,马上报警。这才是OEE的精髓:不是事后算账,是实时救火。
另外,千万警惕“速度伪报”。不少设备PLC里能设两个速度参数:一个显示给领导看,一个实际跑。电气工程师留的后门,防不胜防。核查时,拿个转速表直接测,别光看屏幕。
别把OEE当枷锁,把它当扳手
最烦那些咨询公司,一上来就画大饼:上套几百万系统,全厂铺开。然后员工各种抵触,数据造假,最后系统吃灰。这类项目我见过不下十个。成功的往往是这样的:选一台最痛点的设备,花两周搭个简易采集,让操作工在手机上看实时OEE。然后每天开10分钟站会,对着数据找改善点。工人们发现:嘿,以前换模要1小时,改进后30分钟搞定,OEE涨了,奖金多了。情绪一下反转。
OEE的真正威力,是创建一种透明、不甩锅的数据文化。故障了,不是罚谁,是找根因。速度慢了,不是怪操作员,是查参数。有个厂长说得好:“我不看OEE绝对值,我看趋势——这周比上周进步没?”
所以,别再把OEE当考核棍子。它是扳手,帮你拧紧工厂每一处松动的螺丝。用好了,真金白银;用歪了,又是一堆电子垃圾。
最后一句忠告: 先让数据真实,再谈效率革命。否则,全是演戏。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:设备综合效率(OEE)真能救工厂?一个老机修工的十年数据战 https://www.dachanpin.com/a/tg/58006.html