说起来有点讽刺,很多工厂里挂着精益生产的标语,看板上却只贴满了生产计划,连帕累托图都懒得画。真画过吗?画过。可画完就丢一边了,那能有用才怪。
帕累托分析——说白了就是二八法则的量化工具——在工业现场的实际价值,远比教科书上那几句轻描淡写要生猛得多。我见过一个冲压车间,半年报废了三百多根顶杆,质检员天天骂模具设计有问题,后来被逼着做了一次帕累托分析,结果发现
82% 的报废集中在两套模具的导柱间隙超差,根本不是设计问题,是日常点检根本没做到位。你看,数据从来不骗人,骗人的是我们自以为是的直觉。
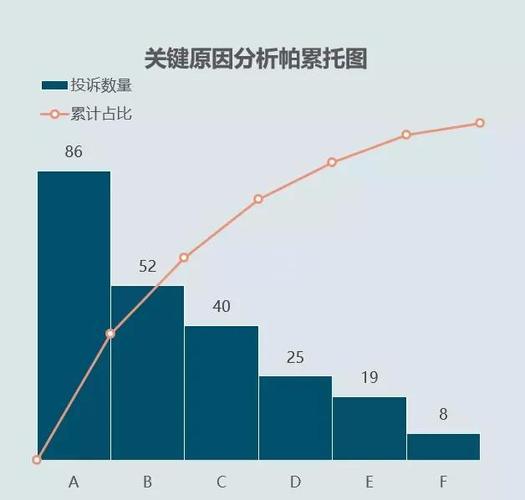
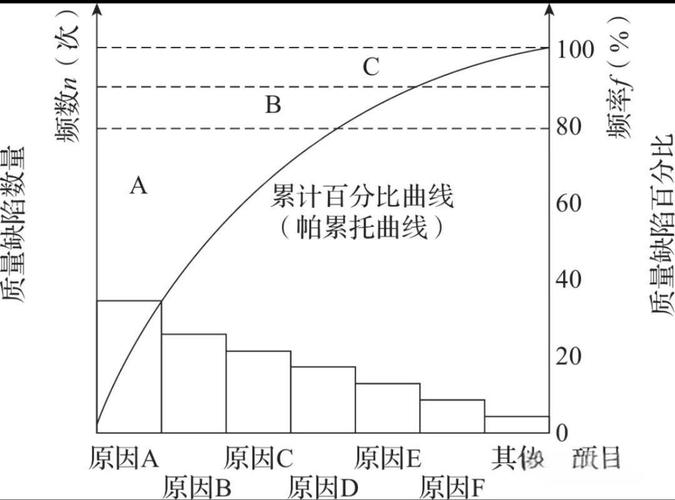 冲压车间帕累托图缺陷分析看板
冲压车间帕累托图缺陷分析看板
为什么你做的帕累托分析总是“不好用”
 为什么你做的帕累托分析总是“不好用”
为什么你做的帕累托分析总是“不好用”
先泼盆冷水:如果图表里“其他”那个柱子占了30%以上的频率,你的分类就是失败的。帕累托分析的精髓在于
能逼着你把问题按发生频次拎出来,而不是含糊其辞地归类。举个例子,同样是“焊缝缺陷”,有人只列一项,有人却能分成气孔、夹渣、未熔合、裂纹……显然后者才具备分析价值。❗ 别偷懒,分类越具体,后续对策才能刀刀见肉。
不过话说回来,分类太细也有坑。我见过一个工程师花了整整两天把不良品分成四十几个小项,结果绘制出来的图跟马赛克似的,根本看不出重点。这时候就需要踏踏实实地回到数据采集端:哪些缺陷定义是明确的?哪些是作业员凭感觉填的?有时侯不是分析工具不行,是基础数据本身就一塌糊涂。
车间里最赚钱的帕累托应用场景
说实话,质量缺陷分析只是入门。真正让帕累托分析发光的地方,往往是那些你意想不到的角落。
设备突发故障的停机时间分析。很多工厂上了TPM,OEE报表拉出来一串数字,但极少有人愿意把故障原因按分钟数做个帕累托排序。去年在一家注塑厂,我们发现两个月内
71% 的停机损失竟然源自机械手抓取失败,而不是大家一直怪罪的老化液压阀。要不是那根柱子触目惊心地戳在那儿,估计他们到现在还在给泵站大换血。
 注塑设备停机帕累托分析图表
库存呆滞物料清理
注塑设备停机帕累托分析图表
库存呆滞物料清理也是绝佳场景。财务总盯着总库存金额,可帕累托分析一拉,常常是5%的物料号占了80%的呆滞金额。这时候砍一刀,仓储效率立马改善,仓库主管终于能挺直腰杆说“我这儿不再是垃圾场”了。✅
当然,也别神化它。帕累托分析能告诉你
“什么问题频繁发生”,却解释不了
“为什么偏偏是这些问题”。那就得靠鱼骨图、5Why或者失效模式分析打配合了。工具是死的,组合拳才是活的。
怎么画一张真正有用的帕累托图
 怎么画一张真正有用的帕累托图
怎么画一张真正有用的帕累托图
步骤不复杂,但魔鬼全在细节里。
第一步:数据清洗比画图重要十倍。 把同一现象的不同表述合并掉——比如“尺寸偏大”和“直径超上差”很可能是一回事,不统一就会分散频次,掩盖真实问题。
第二步:确定度量单位。 用发生次数?还是成本损失?还是时间?不同单位画出来的关键少数可能截然相反。一个返修成本极低的轻微划痕若按次数算可能排第一,可要是按报废损失算,它连前三都挤不进去。💡 建议至少用两个维度交叉验证,避免决策偏差。
第三步:动手画图,别只靠Excel默认设置。 柱状图加上累积百分比折线,记得把“其他”项放在最后,并且它的频次不能超过最小值。如果超过了,说明分类还得再细分。
第四步:最关键的一步——画出那条80%的分界线后,必须现场讨论对策。 很多人做到这里就虚了,因为一旦落实到人,就得碰真金白银的改善。📌 我建议直接把图挂在问题发生的工位旁边,别藏在质量部办公室,那样才算真正开始解决问题。
问:帕累托分析适用于小批量多品种的生产模式吗?
答:当然适用,但得换个角度。别盯着单个产品,试试分析
“生产切换过程中的异常类型”。比如换模时间损失、首件不合格率、参数调机失误……它们往往具备跨品种的共性,数据累计起来足够支撑帕累托分析。小批量的痛点是波动大,但波动本身也是分类分析的好素材。
问:管理层看了帕累托图总要求“立刻全部解决”,怎么破?
答:哈哈,职业病。你得把财务损失直接折算成钱,比如标出前三项问题每年吞噬多少利润。然后反问一句:“我们先集中资源干掉这80%的损失,腾出人力再解决剩下的,怎么样?” 把技术语言翻译成经营语言,阻力会小很多。😤 记住,帕累托分析本质上是资源聚焦工具,不是甩锅清单。
一点个人偏见: 我特别讨厌那些把帕累托分析做成PPT美学竞赛的做派。动画再炫,柱体颜色再渐变色,现场工人若看不懂,全是白搭。真实有效的帕累托图,往往是白板上一支记号笔就画出来了,旁边还粘着胶带贴的改善跟踪表。这东西的生命力在于快速迭代,而不是归档封存。
说到底,帕累托分析是一种思维方式——教会你抓主要矛盾。在机器轰鸣的工厂里,数据不会说谎,但前提是你得善待它。✅
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:别小看帕累托分析,它可能是你车间里最被低估的利器 https://www.dachanpin.com/a/tg/58105.html