先说个事儿。上个月去一家汽配厂,生产副总拍着胸脯说:“我们OEE干到了90%,行业标杆!”结果我到现场转了一圈,数控机床旁边堆了一筐待返工的零件,换模时间长得离谱,操作工正拿着纸笔慢悠悠记数。我问,这些返工品算进质量损失了吗?他愣了一下——回说“返工的不算废品吧?”得,又是一个被OEE玩了的。
做制造这么多年,我见过把OEE捧上天的,也见过弃之如敝屣的。但说实话,这工具本身没错,错在怎么用。关键是你得看清数字背后藏着什么鬼。
OEE的三大杀手——别只盯着设备故障
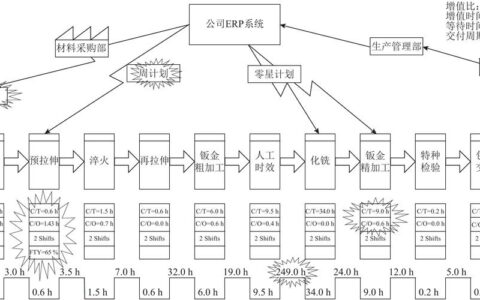
传统教材把OEE拆成三部分:可用性、性能和质量。但车间里真正拉低OEE的元凶,往往不是故障停机。至少我经历过的项目里,小停机和减速损失才是吞金兽。一次冲压线,节拍应该10秒,实际跑着跑着就慢到12秒,一天下来没人察觉。这种隐形损失,靠人手记录根本抓不到。
还有换模。号称“快速换模”,结果调个模具要45分钟,这段时间设备是停着的,可用性自然掉一大块。但如果你只盯着大故障去做预防性维护,忽略这些日常的慢刀子割肉,OEE能好才见鬼。
再就是质量。很多人以为质量率只看废品,💡实则返工、降级、甚至首件调试的废料都该算进去。我遇过一家电子厂,良品率99%,但每天首检调试要浪费几十片PCB,这部分从来不计入OEE损失——那他们的OEE当然是假的。
算对了吗?——那个坑爹的性能开动率
性能开动率 = (实际产出 × 理想周期时间) / 运行时间。问题就出在“理想周期时间”上。设低了吧,OEE虚高,大家躺着吃老本;设高了吧,永远不达标,团队士气涣散。❗有些企业干脆拿设备铭牌速度当理想值,铭牌速度是实验室条件下的理论最大值,实际工况下根本达不到,这不是自己给自己找不痛快么?
问:“我们设备OEE显示85%,但感觉车间产出没这么高,咋回事?”
答:“八成是理想周期时间设得太‘理想’了。可以试试用一段连续生产的最佳实测值作为基准,或者参照行业公认的标准节拍。另外要检查你统计的运行时间,有没有把计划停机(比如午休、无订单)剔除?OEE只针对计划生产时间,别把非计划时间混进去充数。”
质量率的真相——废品不是唯一损失

说到质量,很多工厂只把报废品算作损失,这很天真。返工——占用产能、消耗人工、还可能延误交期,这不是损失?降级品——本来一级品卖100,结果只能当次品卖30,那70的差价就是质量损失。更有开机调试的废料,明明可以优化,却往往被忽视。
问:“我们质量率一直99%以上,但OEE还是低,问题在哪?”
答:“先排查返工品是否被排除在质量损失外。可以跟踪一批产品,从投料到成品全流程看有多少被额外处理过。还有,当设备启动后需要一段预热或调试才能生产合格品,这段‘启动损失’也要计入质量损失。另外,如果使用了在线检测剔废,剔废后的产品有没有被重复计数?这都可能扭曲数据。”
数据采集——不自动化都是耍流氓
手工记数——我见过最夸张的,操作工下班前凭记忆填表。这样的OEE,跟算命没啥区别。现在传感器、物联网技术都不贵,一套简易的机联网系统,几千块钱就能把开关机、产量、节拍抓得明明白白。先别急着上大屏看板,先把底层数据搞准。✅我经手的一个项目,只是给冲床装了自动计数器,OEE数据就降了15个百分点——不是效率变差了,是以前的数据太水了。

当然,有了数据还得有人分析。每月开OEE复盘会,别做成汇报会,要扒问题。用柏拉图找出前三大损失,然后5WHY问到底。我就烦那种报表五彩斑斓,实际改善没有的作秀。
最后,OEE只是一个路标,不是目的地。别为了数字好看去换慢节拍、隐藏返工,那叫自欺欺人。工厂赚钱靠的是有效产出,不是PPT上的指标。对吧?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:设备综合效率(OEE):一场数字游戏还是真金白银? https://www.dachanpin.com/a/tg/58580.html