说实话,干了二十年机加,最烦的就是听到销售吹“我们这设备也是五轴”。结果插上电一跑,连个叶轮都干不利索。你说气人不气人。
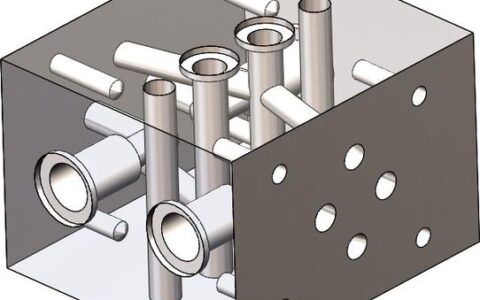
五轴数控机床这一块,水太深了。尤其近两年,国内厂商一窝蜂上马五轴机,价格是打下来了,坑也越来越多。今天不聊虚的,直接上干货。先看张图,直观感受下什么是真正的五轴联动:
误区一:能动五个轴就是五轴联动?
大错特错。很多机床号称五轴,其实只是个“3+2”——也就是三轴加两个旋转轴,但只能定位不能联动。干个斜面、钻个斜孔还行,真要铣复杂曲面,刀尖还没碰到工件就颤得跟筛糠似的。
真正的五轴联动,核心是RTCP功能。不懂行的老板容易被忽悠,觉得五个轴能同时动就是联动。但你得看它有没有刀尖跟随。没有RTCP,程序里刀长一变,你就得重新算坐标,累死编程的,还保证不了精度。有一次去江浙一个小厂,老板拍胸脯说自己的五轴机多牛,结果我用个标准试件一测,圆度差了快两丝,查半天才发现——假五轴。老板当场脸都绿了。
问:总是听到“真五轴”“假五轴”,到底怎么区分?
答:最简单的办法——让机床走一个空间圆锥摆头轨迹,同时观察刀尖点相对工件的位置是否保持不动。真五轴有RTCP,刀尖就像钉在工件上;假五轴会明显晃动,因为控制系统没能力补偿旋转轴运动带来的线性偏移。再就是看系统参数,如果找不到“TRAORI”或者“M128”这类多轴变换指令,基本可以判定是假把式。
误区二:买五轴就贪便宜,结果养不起
五轴数控机床不是买回来就完事了。维修、刀具、夹具、后处理,样样烧钱。见过太多血淋淋的教训——某模具厂图便宜买了台60万的国产五轴,用仨月,主轴轴承异响,返回去修了两次。更惨的是,那台机器连最基本的热补偿都做得稀烂,早上精度准,下午就飘了。干出来的活儿,尺寸忽大忽小,质检直接疯掉。
这里插一句:别信说明书上的精度数据。很多厂家会在恒温恒湿的实验室里测出惊艳值,到你车间35度环境再试试?满身油污、地基不稳、电源波动,都是精度杀手。真正靠谱的做法是——带上你的典型工件去现场试切,连跑八小时,测CPK。CPK ≥1.33才算勉强能买。小于1.0?趁早说再见。
问:买五轴机床,什么参数必须死磕?
答:第一看主轴功率扭矩曲线,不能只看峰值功率,要关注宽转速范围内的扭矩特性。很多主轴号称15kW,但只是在特殊点,实际粗加工一吃刀,掉速严重。第二看旋转轴(A/C轴)的夹紧扭矩与定位精度,直接决定复杂曲面的轮廓度。第三看数控系统——海德汉、西门子、发那科,闭眼选都行,但别碰那些贴牌系统,出了问题连后处理都得自己重新开发。还有就是刀库和刀臂的换刀速度,一些厂家的刀臂用不了半年就开始掉刀,吓人不?
有一次帮一个朋友挑机床,在现场直接打开电气柜看走线。如果线束像蜘蛛网,散热风道设计得莫名其妙,你就知道这设备的可靠性好不了。这算是偏方,但特别准。❗
误区三:以为有了五轴就可以为所欲为
五轴确实能一件下活,减少装夹次数,精度也更容易保证。但它不是万能药。工艺安排不合理,分分钟撞机。特别是那些搞惯三轴的老编程,上手五轴不习惯,容易忽略刀轴矢量的光滑控制。机床摆角剧烈变化,导致刀路不连续,加工出来的表面全是棱。更严重的是,一旦操作工误判模拟,真家伙撞上去,几万块的主轴就废了。😫
所以,五轴数控机床的编程与仿真必须认真对待。买个Vericut或者用NX自带的机床仿真,每个程序都跑一遍碰撞检查,宁可多花半小时,也别去赌运气。另外,刀具长度设定必须精确,差个0.1毫米都可能让刀尖在切削中偏移,造成过切。真遇到麻烦的深腔加工,我们还用过超声测刀仪在线测量,这玩意儿不便宜,但关键时刻能保命。
再看后面这张对比图,假五轴和真五轴在加工复杂零件时的刀路差异一目了然: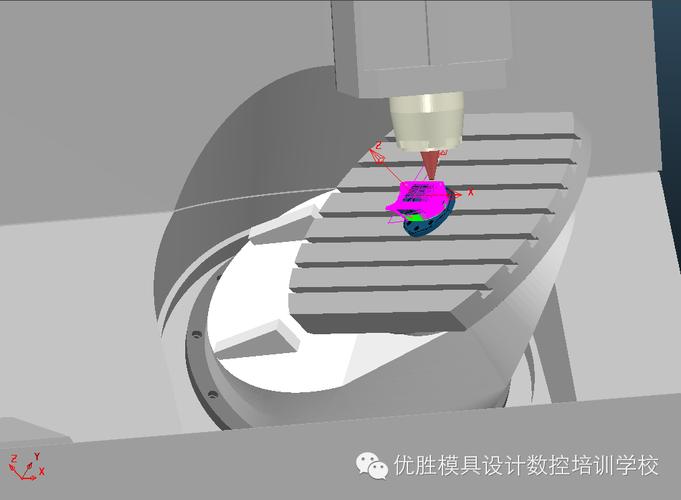
当然,也不是所有活都必须五轴联动。有时3+2定轴反而效率更高,刀具刚性更好。关键看你干的什么件。叶轮、叶片、髋臼杯这类,必须五轴联动;箱体类零件,选3+2足矣,还能省一大笔钱。别让销售一忽悠,就冲动消费。✅
最后的几句实话
我在这个行当摸爬滚打,踩过的坑比新人看到的图纸都多。五轴数控机床,是精密制造的皇冠,但它不是印钞机。你得有扎实的工艺团队、稳定的订单量、懂行的维护人员支撑。缺一样,它就是个铁疙瘩。
记住了——买设备不是买参数,是买解决方案。谁家的应用支持强、响应快、备件库存足,就买谁家的。别因为一块钱的价格,错了最重要的服务。下次跟你聊机床验收的十个致命细节,保准让你避开天坑。💡
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:数控机床五轴加工的三大误区——别再被假五轴割韭菜了 https://www.dachanpin.com/a/tg/58275.html