去年底,我走进一家新能源电机制造车间,看到一条线正拆设备。现场负责人叼着烟,说:“单元化生产?搞了半年,结果比之前还慢。” 我蹲下来看了他们的Layout图——典型的“假U型”,物料进出的路线拧成麻花。说实话,这种场景我见太多了。
上个月,另一家做精密阀体的工厂,换了单元化后,在制品直接砍了60%,交付周期从12天缩到4天。老板高兴得请我们吃饭。为什么差距这么大?关键不在U形,在流动逻辑。
所谓的“单元化”,到底是个啥?
很多人以为单元化生产就是把几台设备围成一个圈,产品在一个单元里做完。这理解太表面了。真正的单元化生产,核心是单件流和拉动系统。它不是简单的布局调整,而是生产组织方式的变革——从功能式布局的“批量生产、批量搬运”变成“连续流动、一件一件地做”。
但话说回来,单元化也分很多种:U型、I型、C型,甚至还有“虚拟单元”。选哪种?得看产品工艺。我给一个做液压泵的客户设计过“卫星式单元”——中间是装配岛,周围是加工模块,效果出奇地好。✅
问:单元化生产和流水线不是一个东西吗?很多文献混着说。
答:区别大了!流水线是被动移动,节拍由传送带决定,主打单一品种大批量。单元化生产是人和设备协同,节拍可调,适合多品种小批量。一个是被动推,一个是主动拉。流水线一换型就傻眼,单元化换个工装就能接着干。不过流水线的效率在某个极致单品上确实高,但现在的市场嘛,多品种才是常态。❗
单元化生产的难点从来不是技术。是人和数据。比如一个单元里工人要会多种技能,你让磨床师傅去操作CNC,人家不乐意。所以先得搞定多能工培训。还有,数据要实时,很多车间MES都没上全,单元内的流动就容易断。

单元化落地的三大坑
第一个坑:为了U形而U形。我看过一家电子组装厂,把流水线拆成四个U形单元,结果物料配送更复杂,线边仓堆成山。为什么?因为他们没做PFEP(物料规划),每个单元的物料包装、容器还是按大批量来,一上单件流就爆仓。
第二个坑:节拍计算错误。单元化生产的关键参数是Takt Time(节拍时间),但很多人直接用历史平均产出算。错。要用有效工作时间除以客户需求。而且要考虑设备综合效率OEE。我见过一个单元设计节拍20秒,实际设备老停机,根本跑不到,工人急得骂娘。
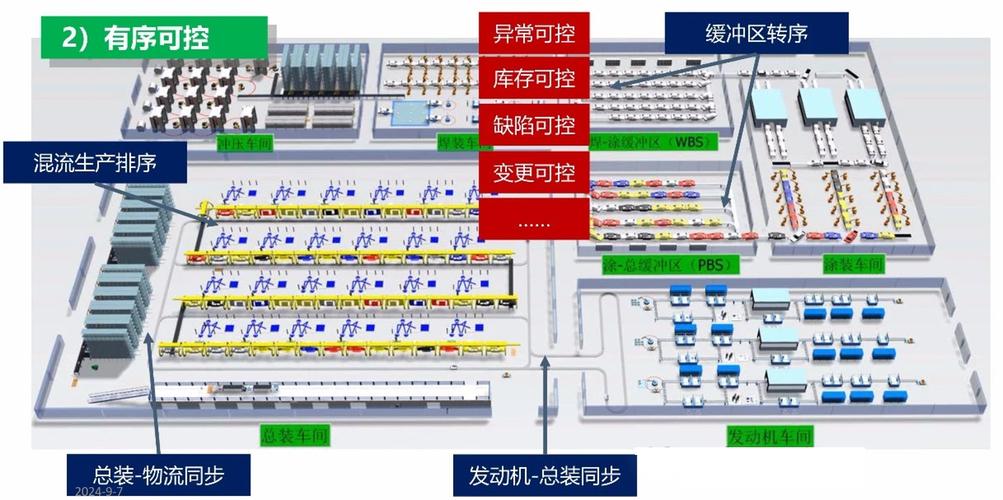
第三个坑:前期只顾单元内,不顾单元间。单元化很容易形成孤岛,一个单元效率爆表,前后单元衔接不上。要用看板或顺序拉动来协调,💡特别是物料超市,很多人忽略了。
问:小厂,品种多到离谱,一个单元能同时做几十种零件吗?
答:能,但需要成组技术。先把零件按工艺相似性分组,然后设计柔性单元,配合快换夹具,像玩积木一样。我见过一个30人车间,单元里一天切8种产品,换型时间控制在10分钟内。关键在于设计阶段就做好标准化接口。说实话,这很难一蹴而就。得从最稳定的产品族开始试,逐步扩展。别想一口吃成胖子!
2025年的新玩法:数字孪生+单元化
最近我参与了一个重工企业的项目,他们把单元化布局和数字孪生结合。先在软件里模拟单元内物流、人机工程,甚至工人的行走路径。模拟出来的建议:把某台设备转15度,居然缩短了0.5秒的作业时间。一天下来多产80个。这种感觉就像玩游戏开了上帝视角。🕹️
而且现在协作机器人便宜了,单元化里可以嵌入机器人搞人机协作,解决重体力岗位缺人的问题。不过得小心,机器人安全栅会割裂单元,要用激光雷达虚拟围栏。

说到数据,IoT传感器在单元内的应用越来越成熟。一些工厂用UWB定位追踪人和物料车,实时监控单元内流动瓶颈。发现问题直接在现场大屏弹预警,班组长手机也能收到。再也不是靠吼了。
当然,单元化不是万能药。它最适合多品种、小批量、交期短的环境。如果产品极其稳定,大批量,流水线还是王道。不过话说回来,现在谁还敢说自己的产品三年不变?所以单元化至少是一个思考起点。
最后几句掏心话
搞单元化生产,最怕的就是管理层只把它当成一个“布局项目”,搞完就完了。其实它是持续改善的载体。单元一建好,立马暴露问题——停工、不良、等待——然后才能对症下药。真正的高手,用单元化来驱动管理进化。
如果再有人问我“单元化生产有没有用”,我会说:有用没用,看你敢不敢把库存压下去,敢不敢暴露问题,敢不敢让一线工人参与单元设计。否则,换什么形状都是白搭。❗
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:2025年还在谈单元化生产?但这次玩真的了 https://www.dachanpin.com/a/tg/58611.html