说实话,早期我用传统A扫描超声,那叫一个费劲。波形图看得人眼花,全靠脑子重构缺陷形状。但PAUT呢?直接给你扇形扫查成像!缺陷在哪里、多大、什么走向……一目了然。这不就是检测人的梦想吗。
为什么相控阵让传统超声“退居二线”?
如果你习惯了单晶探头来回琢磨波形,第一次看相控阵的扇形扫查图肯定会被惊到。声束像个扇子面铺开,覆盖整个焊缝截面。以前要用好几个角度探头才能干的事,现在一个探头扫一次就齐活。效率?翻倍都不止。而且数据全记录,可追溯,再也不用担心漏检跟审核扯皮了。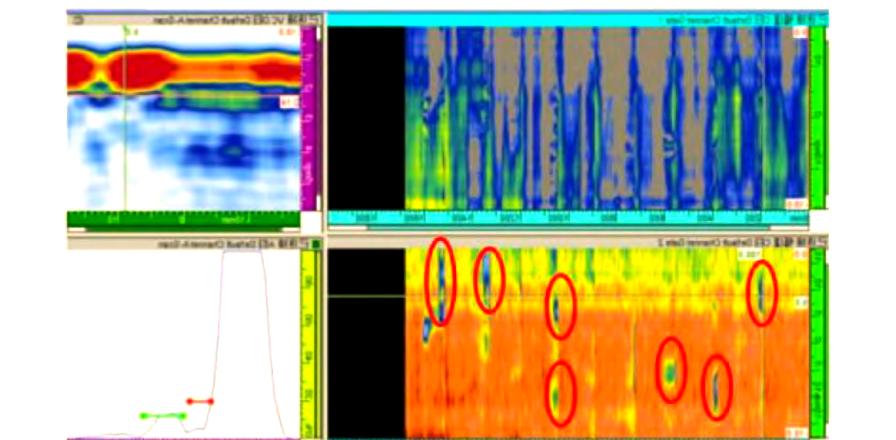
问:是不是所有焊缝都适合用相控阵? 答:当然不是。虽然PAUT强,但薄板焊缝(比如<8mm)用常规超声或射线更实惠。而且,对于粗晶材料(比如奥氏体不锈钢焊缝),声波散射厉害,信噪比会惨不忍睹——这时候得考虑特殊探头和算法,成本蹭就上去了。所以啊,选方法要现实。
相控阵的“火眼金睛”到底怎么炼成的?

现场实战:我怎么被PAUT救了
前年给核电站辅助管道做检测,壁厚40mm的碳钢对接焊缝,设计规范要求严格。开始我们用γ射线源拍片,因为场地狭窄,射线机根本进不去。结果片子出来灰蒙蒙,疑似缺陷又不敢确认。工期压得人喘不过气。后来咬牙租了套PAUT设备。第一天调试,第二天扫查,半小时出报告。那几个藏在根部3mm的未熔合,清清楚楚。我当场差点哭出来——夸张了,但确实长出一口气。这种时候你才会觉得,技术真是第一生产力。
不过说到趋势,眼下正热的全聚焦法(TFM)和AI辅助评图,已经有人在用了。有些同行把AI吹上天,其实现在顶多是个辅助,真要替代人眼?还早呢。❗但方向绝对是对的。PAUT+TFM,图像分辨率又上一个台阶,缺陷表征更细腻。未来或许连评图员都要重新定义技能了。 好了,扯远了。你要是正和某条焊缝较劲,不妨试试相控阵。也许打开新世界的大门。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:超声相控阵检测——让焊缝缺陷无处遁形的NDT利器 https://www.dachanpin.com/a/tg/58993.html