冷却有多要命?可能比模仁精度还关键
先说个反常识的点:塑胶模具的成型周期,60%到70%的时间都在等冷却。没错,你拼命把注射时间压到1秒,保压优化到极限,结果大部分时间模具还张着不动,等塑料硬掉。冷却不均匀?局部温度高?不单是周期拖长,还会应力集中。产品出来没歪算你运气。
抄图抄不出真本事——老法师的“感觉”怎么数字化?
好多人迷信老师傅的“感觉”。比如流道直径选8mm,问为什么,回答:“我二十年都这么用。”可材料流动性变了,模温机精度高了,环境温度都不一样了。这种经验该升级了。 现在用模流分析很平常,但多数人只跑充填,不看冷却。冷却分析至少看这几点:雷诺数、压降、热平衡。雷诺数低于4000,紊流不够,换热效率低,必须把管径改细或加扰流。但有人怕水压不够,不敢动——你算过吗?泵的扬程留了30米冗余,怕什么。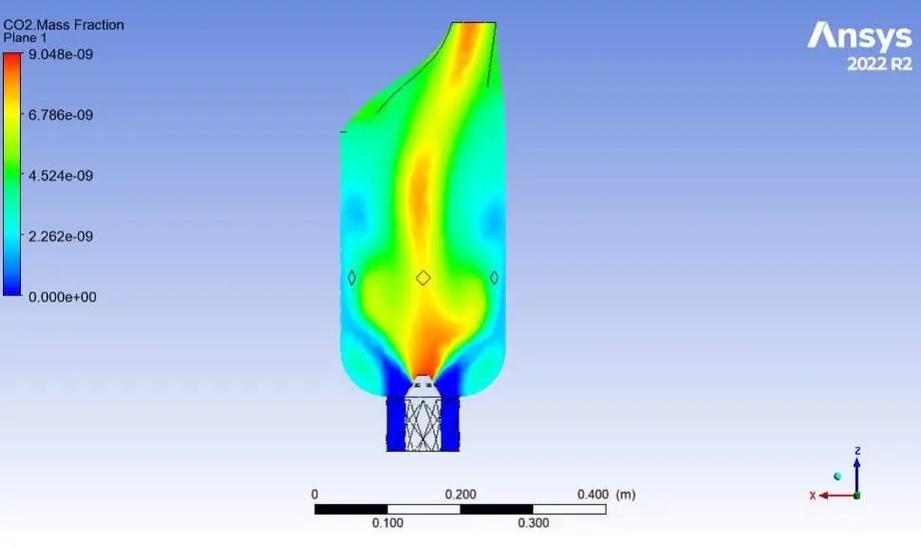
QA:那些你挠头的问题,直接回答
问:随形冷却真的值得投入吗?3D打印流道会不会堵水垢? 答:值不值看你的产量。一万模以下,传统加工可能够了。但大批量,或者产品壁厚差异大,随形优势明显。至于堵水垢,关键在冷却水处理。你直流道就不结垢?用软化水,定期清洗,和随形不随形没关系。倒是打印的流道表面粗糙度比机加工高,容易挂垢——可以要求抛光或镀层,多花点钱,但能省心。 问:模具设计初期怎么评估冷却均匀性?没装模温机前不知道实际效果啊。 答:软件模拟嘛!现在Altair, Moldex3D都能做瞬态冷却分析,把模温机参数输进去,看动态热平衡。但很多人只会稳态。还有个小技巧:打样时用热电偶多点测温,对比模拟结果,校准模型。以后同类型模具,预测准得一批。 问:小型模具,比如3C电子连接器,冷却更要关注什么? 答:微小型模具,冷却水道往往没法做大,这时候导热材料选择就重要了。铍铜镶件,或者用高导热钢。水路尽量贴近型腔,哪怕只有2mm也得做。还有,注意热嘴位置的冷却,那里是热量集中点,单独接一条水路通冰水,别跟模仁水路串接。否则瞬间温差过大,热嘴容易堵。别只盯着水路,这几点细节也容易翻车
– 隔水片:没你想的简单。尺寸不对,装歪了,等于没装。一定要配铰孔,用铜或不锈钢隔水片,顶部距盲孔底留3mm以上间隙。别问我怎么知道的,拆过一套模,隔水片掉下来堵了半边流道,直接烧焊。 – 快接接头:别直接用螺纹拧在模板上,漏水风险大。做个过渡块,或者用平面密封接头。每年泄漏造成的模具损坏,占维修的30%以上——这不是我编的,上回行业交流听到的数据。 – 进气排气:冷却水路停机后要通压缩空气吹干。很多人设计时不考虑吹气接头,结果每次拆水管水洒一地,模具生锈。🤦 最后,冷却系统的设计,说到底是在跟热量博弈。模具就是换热器。别把它当机械零件。把心态摆正,少走十年弯路。 哦对了,别再用2D思维想3D的水路了——尤其是在斜顶、滑块那些地方。有死角,钻头进不去。现在可以做出来的结构,十年前真的不敢想。时代变了。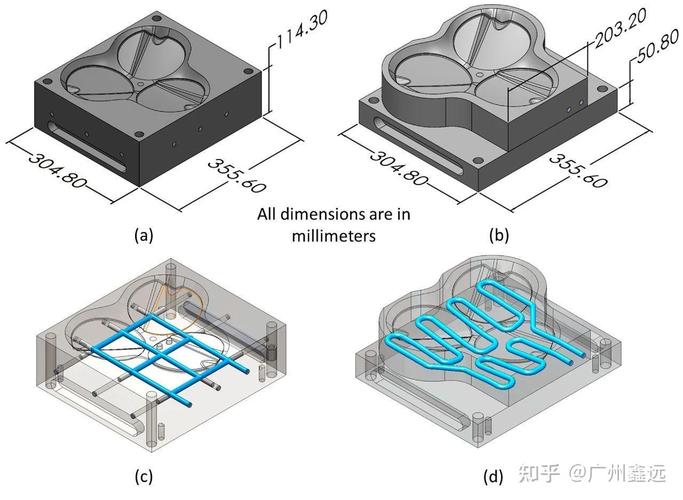
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:模具设计:冷却不顺,变形开裂全来了!别再瞎抄前辈的流道图 https://www.dachanpin.com/a/tg/59011.html