干这行久了,总会碰到一些让你哭笑不得的事儿。上个月,一个新来的小伙用液压夹具夹薄壁件,那叫一个惨烈——零件直接变成椭圆,还一脸无辜地说“我按工艺卡上的压力调的”……唉,工艺卡是死的,人是活的啊!
其实工装夹具这玩意儿,说简单也简单,无非是定位、夹紧、对刀。但说复杂,它直接决定了你干出来的活儿是微米级精品还是一堆废铁。今天不扯虚的,就聊聊我这些年踩过的坑,和一些让我眼前一亮的新玩意儿。
定位:微米级的艺术,别小看那几丝
定位基准选不好,后面全白搞。我就见过一个批量件,总是有0.05mm的偏差,查来查去,发现定位销居然用了个普通螺丝代替——你当这是搭积木呢?六点定位原理,教科书上写得很清楚,但实际中经常被忽视。比如用V形块定位轴类件,很多人以为自动定心就万事大吉,但忽略了V形块的开角误差和工件圆度误差叠加,结果就是偏心。❗
还有一次,加工发动机缸体,粗基准选了毛坯的拔模面,结果每批次都有轻微晃荡。后来改成用液压支撑缸做辅助支撑,浮动定位,才消停。这玩意儿不便宜,但比起报废几个缸体,值了。

问:定位和夹紧到底能不能合并?我看有些快换模块直接带锁紧。
答:理论上可以,比如零点定位系统就是拉紧+定位一体。但通用夹具设计时,最好还是分开。定位元件承担基准,夹紧元件只负责力,别让夹紧干扰定位。否则就像你一边让人站直,一边又推他肩膀……能准吗?我见过一个气动虎钳,夹紧时直接把工件抬起来0.1mm,就是因为夹紧力过大,而定位面又没做到完全贴合。
夹紧力的玄机:不是越大越好
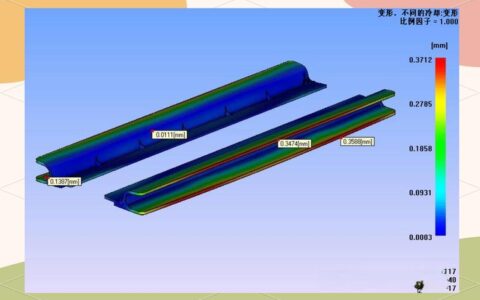
很多新手以为,夹紧力越大越稳。错!对于薄壁件、软材料,夹紧力就像大象踩鸡蛋。有一次加工7075铝合金薄壁壳体,用常规压板,一松夹,零件弹开,平面度跑掉0.2mm。后来改用低熔点合金辅助支撑,或者更简单的——磁力吸盘,变形量立马降到0.02以内。💡
夹紧力的方向也有讲究。最好对着主要定位面,别产生弯矩。实在不行,就得增加辅助支撑。其实现在很多气动夹具自带压力比例阀,能精确控制夹紧力,还能分多段夹紧。比如先低压预夹,再高压锁死,对薄壁件特别友好。
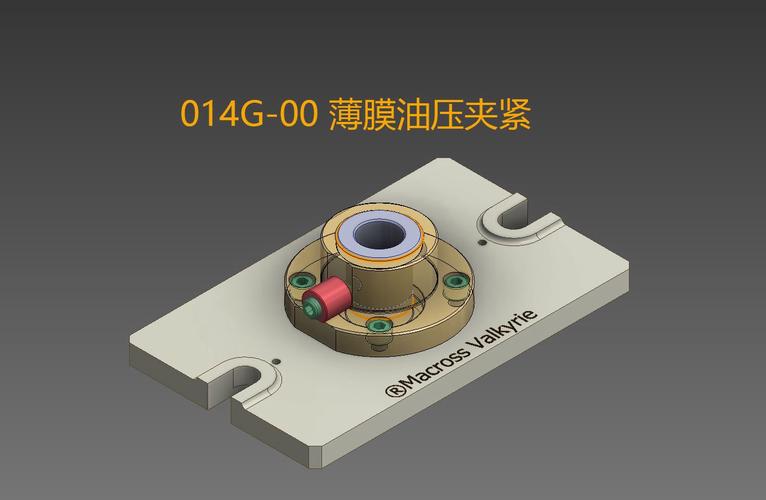
问:液压夹具和气压夹具到底怎么选?总听人说液压比气压稳。
答:液压确实刚性好,同等体积下夹紧力大,适合重切削。但气压反应快,清洁,适合快节拍。现在有些气液增压夹具,用气压泵驱动液压缸,兼具两者优点,成本还低。不过话说回来,刚性这事儿不能只看夹紧源,整个夹具体系都要够强。我就遇过液压站压力够,但压板太单薄,切削时颤振,工件表面像橘子皮。
柔性快换,真的香吗?

这几年柔性化、快换系统吹得很猛。什么“三分钟换线”、“万能工装”……说实话,一开始我是抗拒的。因为早年被某些华而不实的快换模块坑过,精度维持不了三个月。但后来用了零点定位系统(比如雄克、罗姆希的那些),嗯,真香!✅
去年给一条自动化线做夹具改造,原来换一次工装要半小时,打表调半天。现在用托盘化快换,拉钉一拉,重复定位精度0.005mm以内,换夹只需1分钟。而且不同工件只需换子板,底板通用。生产柔**性**一下子起来了。不过!前提是你得有规律的清洁和防屑设计,不然铁屑卡进去,精度全毁。
但也不是所有场景都适合柔性夹具。大批量单品种,还是专用液压夹具最经济。单件小批量,或者科研试制,那快速夹持系统绝对胜出。千万别为了“工业4.0”的虚名,硬上不合适的方案。
最后啰嗦一句:工装夹具这东西,设计时多想一步,现场就少骂一句。别总依赖事后检测,把误差消灭在装夹环节,才是真本事。好了,我得去车间看看那台新调试的五轴夹具了——但愿这次压板没挡刀路。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:工装夹具实战谈:定位、夹紧、柔性化,别让细节毁了你的加工 https://www.dachanpin.com/a/tg/59007.html