曾经在一家汽配厂,质量经理老周盯着报废报表,一脸懵。尺寸超差、外观瑕疵……问题天天有,救火天天搞。说实话,这种场景我太熟悉了——很多工厂的质量管理,说白了就是‘死后验尸’。等零件做出来了,检一遍,好的出去,坏的留下。至于过程里到底发生了什么?没人知道。直到他们开始认真用控制图,情况才慢慢扭转。这玩意儿,就是质量控制(QC)七大手法之一,但在我眼里,它算是‘七剑’中杀气最重的一把。
QC七大手法不是新鲜词。几十年前从日本传过来,到现在仍然管用。不过话说回来,很多企业的‘运用’就是贴在墙上的几张表,或者电脑里积灰的图表。哎,可惜了。这七种工具——检查表、层别法、柏拉图、鱼骨图、散布图、直方图、控制图——各有各的绝活,但核心思想是一致的:用数据说话,把经验判断变成统计推断。而控制图,尤其体现了这种思想。
为什么是控制图?因为它直接盯着生产过程,告诉你这一刻它是稳定还是失控。不像直方图,那是事后看分布;也不像柏拉图,那是抓重点缺陷。控制图能提前预警。✅ 我记得有一次,机加工车间的工人发现控制图上连续6个点上升,虽然还没超规格界限,但已经触发‘判异准则’。他们马上停机调整刀具,避免了一批报废。这就是活生生的例子!
一张图看懂过程波动:控制图的底层逻辑
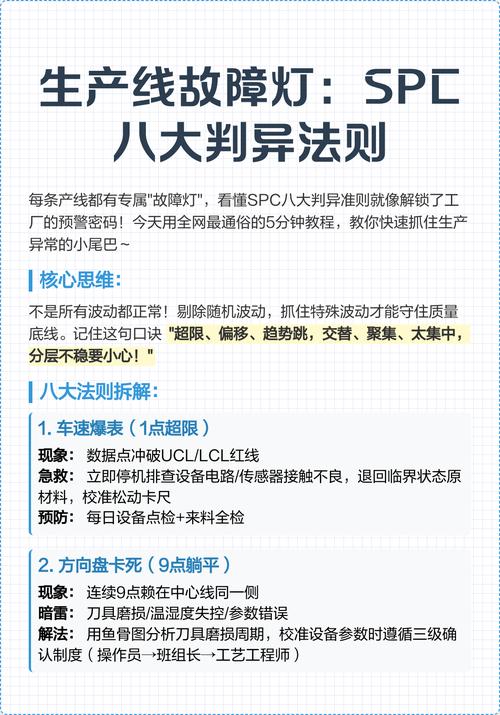
控制图不是画着玩儿的。它有中心线(CL),有上控制限(UCL)和下控制限(LCL)。数据点在上限下限之间随机波动,那就是普通原因引起的波动,过程受控。一旦点跑了出去,或者出现了特定的模式——比如连续9点在中心线同一侧——那就得警觉了,特殊原因混进来了。
这里有个常见的坑:很多人把控制限和规格限搞混。规格限是客户给的,是‘合格’的边界;控制限是统计算出来的,是‘过程能力’的边界。你过程受控,产品不一定合格;你过程失控,产品可能还合格。这听起来有点绕?的确。所以用控制图的人,必须理解这两层关系。不然就是瞎判。❗
那么,怎么选控制图?计量型数据用Xbar-R图、Xbar-S图、I-MR图;计数型数据用p图、np图、c图、u图。选择错误,等于白做。说实话,很多企业一上来就套个模板,根本不看数据类型,结果……唉。
QC七大手法协作:别把控制图当孤岛
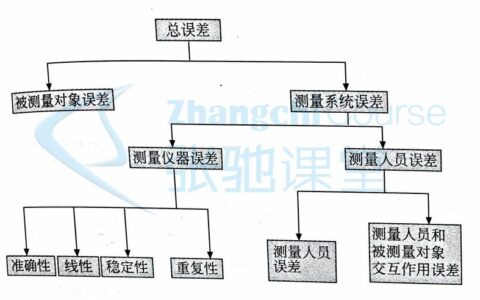
虽然我今天侧重聊控制图,但必须强调一点:七个手法是兄弟连,不是独行侠。控制图发现异常了,然后呢?你得去找原因。这时候鱼骨图就派上用场了——人机料法环测,一层层剥开。找到了关键因子,可能还要用散布图验证一下相关程度。而数据的收集,最初可能只是靠一张简单的检查表。没有这些兄弟工具,控制图只能告诉你‘有问题’,却指不出‘问题在哪’。
举个例子:生产线用检查表记录每日外观缺陷,层别法按班次、机台分开统计,柏拉图显示刮伤缺陷占70%,然后鱼骨图分析出原因是传送带有毛刺,最后用控制图监控维修后的过程是否稳定。看,这就是一套组合拳。那些只让质保部门画控制图的管理者,真该醒醒了——工具是死的,思维才是活的。
问:我们公司是小批量多品种生产,控制图有用吗?
答:当然有用,但方法得调整。传统休哈特控制图需要足够的数据来计算控制限,小批量情况下可以用短运行控制图(比如Z-MR图、平行坐标图),或者利用历史相似零件的数据建立标准化控制图。实在不行,先用I-MR图过渡。关键是,你不能因为‘批量小’就回到‘全检’的老路。那样成本更高,而且照样不知道过程能力。
问:控制图判异太复杂,操作工看不懂怎么办?
答:这问题太真实了。复杂是事实,但不能成为不用的借口。我的做法是:第一,简化规则,只保留最核心的两三条(比如点出界、连续7点同侧);第二,用颜色标记,让控制图在屏幕上直接显示红黄绿区域;第三,培训不能只讲理论,要拿历史真实案例模拟。操作工一旦亲眼看到控制图如何提前发现隐患,抵触情绪就小了。💡 毕竟,没人喜欢生产废品后挨骂。
落地难?一些不能不说的大实话
我见过太多公司推行QC七大手法,最后流于形式。表格越来越花哨,评审报告越来越厚,但过程根本没变化。问原因,有人说‘收集数据太麻烦’,有人说‘软件不会用’,还有人说‘老板只看结果’。这些都不是借口吗?是,但也是障碍。
我的建议很直接:从一张最粗糙的检查表开始,手工画点,用excel做控制图。别一上来就追求在线SPC系统。当你用一张A4纸的控制图,真的预防了一次严重质量事故时,再去说服老板投资软件。那时候数据就有了说服力。
另外,直方图和层别法是入门必备。在画控制图之前,先用直方图看看过程分布是否大致正态,如果严重偏态,需要先做变换或找出原因。层别法则帮你发现混合批带来的‘假数据’。基础不牢,控制图就是空中楼阁。
最后吐个槽:很多培训教材把QC七大手法讲得像菜单,让你挑着用。实际上它们是一套逻辑。没有检查表的原始记录,层别就没基础;没有层别,柏拉图可能掩盖真相;没有柏拉图,鱼骨图抓不住重点。而控制图,是这套逻辑的守门员。
问:我该先学哪个手法?
答:这取决于你最痛的点。如果现场数据一片空白,先搞检查表,把记录规范起来。如果不良品比例高但不知道主要缺陷,马上用柏拉图。如果过程不稳定导致返工多,那就从控制图切入。每个工具都在解决特定问题,没有绝对的先后。但有一条铁律:用之前,先把5M1E了解清楚。脱离现场背景的任何图表,都是数字游戏。
好了,就说这么多。QC七大手法不是什么高深学问,它需要的是坚持和尊重数据的态度。控制图就像生产线的‘心电图仪’,你是不是真的在意过程,图上一目了然。别再用忙碌掩盖思考的懒惰了——把手法用起来,让质量回到过程里,而不是废品堆里。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:质量控制(QC)七大手法:从一张控制图说起,过程稳不稳它全知道 https://www.dachanpin.com/a/tg/59193.html