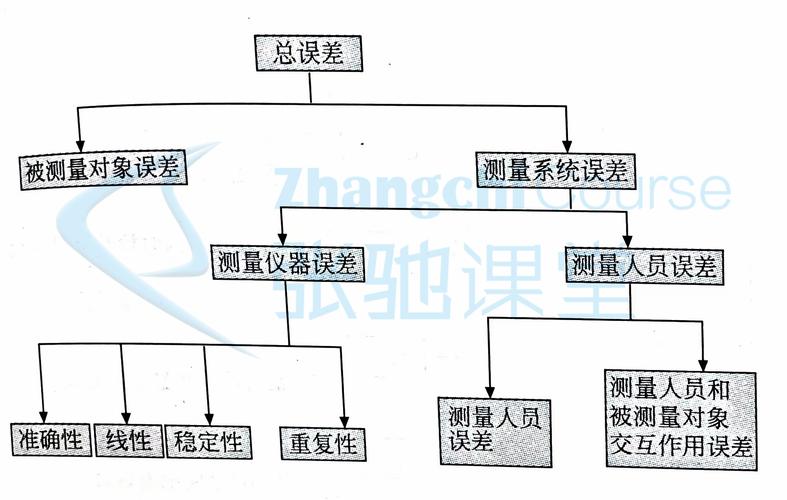
测量系统分析(MSA)的本质是什么?就是回答一个问题:你量出来的数,敢用吗?说实话,我见过太多工厂,GR&R报告做得漂漂亮亮,%GR&R永远小于10%,但一碰到实际过程能力CPK就露馅。因为大家只盯着那个百分比,却忘了MSA是一套组合拳——偏倚、线性、稳定性、重复性、再现性,五个特性缺一个,数据就可能骗你。
先讲个让我印象深刻的例子。几年前给一家注塑厂做辅导,他们的游标卡尺GR&R居然只有5%,完美。但每次测量同一个标准块,偏倚高达0.04mm,而且随着量程增大线性误差越来越离谱。问起来才晓得,那把卡尺五年没校准,操作员还振振有词:“GR&R过了呀!”这种思维,害死人。❗
不是只要GR&R,NDC才是真正的“照妖镜”
GR&R的%公差比、%研究变差比,大家都熟。但我不客气地讲,如果只报这两个数,那MSA白做了。真正要盯紧的是可区分类别数(NDC)。NDC小于5,意味着你的测量系统连零件好坏都分不清,谈什么过程控制?但奇怪的是,很多软件输出的GR&R报告里NDC被放在角落,甚至有人手动把它删掉——因为不到5。😤 这就像买西瓜,光看瓜蒂后面新鲜不新鲜(%GR&R),却忘了拍一拍听声音(NDC),结果切开来是生的。
这里必须提一句,NDC和量具分辨力强相关。按照AIAG手册,量具的分辨力应该至少是公差带的十分之一。但实际呢?车间里老师傅一把卡尺量遍所有尺寸,从Φ8±0.1到Φ50±0.5都用同一把,那Φ8的公差带0.2mm,卡尺分辨力0.01mm,勉强够;可线性的误差随量程放大,你信不信,量到50mm的时候可能偏掉0.03mm?所以选择量具不能偷懒,要根据具体尺寸和公差来。✅
稳定性:最容易被忽视的“慢性毒药”
再说稳定性。我见过一份报告,GR&R做了,偏倚也做了,唯独没做稳定性分析。结果一年后突然批量超差,查了三个月才发现——数控车间的温度从冬天的5℃升到夏天的38℃,激光测径仪的零点漂了0.02mm。这就是没做长期稳定性监控的代价。💸 稳定性分析不是一次性的,它应该像体检一样定期做,尤其在环境变化大的场景。控制图上一旦出现OOC(Out of Control),马上停线排查,这才是质量管理该有的样子。
不过话说回来,真正落地的难点在于——生产部嫌麻烦。每次做MSA要停机、要取样、要反复测量,他们眼里只有产量。这时候质量工程师就得拿出数据说话:一次小时停线好歹只停一小时,可一旦漏检产生客户端投诉,索赔和信誉损失够你停十天半个月。所以,高层支持太关键了。没有老板撑腰,MSA永远流于形式。
MSA实战中的那些坑,我一个个踩过来
❶ 取样不随机:很多人为了GR&R好看,专门挑中差件来测,极差很小,%GR&R自然漂亮。这叫自欺欺人。正确的取样必须覆盖整个过程变差,甚至包含一些边缘样品,才能真实反映测量系统能力。我当时就因为取样太保守,被德方审核员怼得无地自容。😅
❷ 评价者太少:只选两个操作员,还是同一个师傅带出来的,习惯手法都类似,再现性当然好。标准要求至少3人,而且最好代表不同班次、不同技能水平。这样出来的再现性才可信。
❸ 忽略量具的Cg/Cgk:量具能力指数Cg和Cgk是GR&R的前置条件。Cg反映重复性(不包含人为),Cgk还包含偏倚。新版MSA手册都强调了,在做GR&R之前,确保量具本身的Cg≥1.33(有些行业要求2.0)。但有多少人做过呢?我问了一圈客户,十家里面最多两家有。这这这就好比买车不看发动机,只看内饰。🚗

❹ 数据造假:这是最恶劣的。为了应付款审核,直接在Excel里改数据,或者编造测量值。我见过最离谱的一份GR&R报告,25个零件3个人2次测量,所有数据居然完全一致——百分百的纯属虚构。这样做短期可能蒙混过关,但长期是毁了企业。因为管理决策建立在假数据上,迟早掉坑里。
这里插一句——测量系统分析的时机也很关键。不是一年做一次就完,而是遇到以下情况必须重做:新量具购入、量具重大维修、产品改型公差变更、人员更换、甚至季节性温湿度大幅波动。这几个节点拿不准,准保出事。
接下来,我用QA形式解答两个最常被问到的问题。👇
问:我们公司产品类型多,规格变来变去,MSA是不是每种规格都要做一遍?太耗时了。
答:这个问题问得好。严格来说,MSA是针对测量系统和被测特性的。同一个测量系统(比如游标卡尺)测量不同规格但公差接近的尺寸时,可以做代表性分析。但如果公差带差异大——比如一个±0.01mm,一个±0.1mm——就必须分别评估,因为对分辨力的要求完全不同。还有一种省力的方法是做族谱分析,选最有挑战的公差带严的那个来做,如果通过,宽的就默认通过。但千万别图省事一刀切,我就见过用宽公差的结果去套严公差的情况,最后赔了客户几十万。💰
问:%GR&R做到多少算合格?我们供应商给过来的报告有30%的,能不能用?
答:AIAG标准里,%GR&R<10%优秀,10%~30%根据重要性可能接受,>30%绝对不行。但别被数字限制住,要考虑实际。比如测量一个非关键外观特性,30%也能忍;但如果是安全件特性,10%都得掂量掂量。我个人的底线是:关键特性<10%,重要特性<20%,一般特性放宽到30%。另外,记住结合NDC看,如果NDC≥5,哪怕%GR&R到了20%我也敢用;NDC<5,2%我都不放心。这两个指标要联合作战。🔍
最后,讲点掏心窝子的话。做了这么多年质量,我越发觉得,测量系统分析(MSA)不是技术活,是良心活。它考验的是一家公司对“真”的追求。数据会说话,但前提是数据本身清白。现在数字化转型喊得震天响,各种自动测量设备上线,但如果不做MSA验证,数字化就是垃圾进垃圾出,再炫的SPC系统也是摆设。所以,别再应付了,下次做MSA的时候,老老实实按手册来,把五个特性都过一遍,尤其记得算一下NDC,做一下Cgk。你的过程能力指数CPK会感谢你,买单的客户更会感谢你。✨
哦,对了——如果觉得本文有帮助,不妨转发给那个总抱怨量不准的同事。毕竟,纠正一个人的测量习惯,比纠正一个系统容易多了,对吧?
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:测量系统分析(MSA):为什么你的GR&R合格了还是测不准?——十年质量老兵的血泪总结 https://www.dachanpin.com/a/tg/59190.html