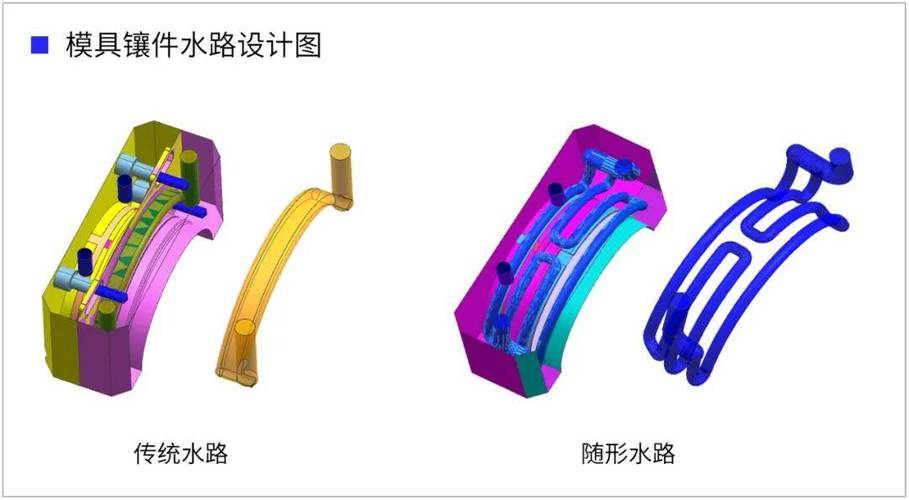
去年跑东莞一家模具厂,看到他们新上的金属3D打印机,说实话,当时有点震撼。不是那种桌面上摆的玩具,是真正的工业级大家伙——功率500W,光斑50μm,正在打印一套复杂的注塑模具型芯。问老板为什么舍得投这钱,他指了指旁边堆满的冷却水道铜镶件:“传统工艺干这个,效率低得想骂人。” 这就是增材制造(3D打印)在模具行业最直接的切入点:随形冷却。
模具冷却这事儿,做模具的都知道,传统机加工只能在直线或有限的二维方向打孔,水路设计被束缚得死死的。结果就是,产品厚薄不均的位置,冷却速度不一致,导致翘曲、变形、周期延长。我见过一个汽车灯罩模具,因为冷却不均,合格率长期卡在85%上不去。工程师愁得掉头发。后来改用金属3D打印,在型芯里做了复杂的螺旋随形水路,直接贴着型腔表面走,冷却效率飙升。周期缩短了30%,这事儿是2023年真实案例。
——这词这几年在行业内火得不行。但说实话,很多人还没搞明白它到底能省多少钱。简单算笔账:一台注塑机一天开24小时,如果单件周期减10秒,一个月多产多少?尤其对那些薄壁、高精密、外观件,效果立竿见影。
不过话说回来,金属3D打印也不是万能药。成本摆在那里。一套激光选区熔化(SLM)设备动辄几百万,粉末材料价格也高,每公斤模具钢粉末几百到上千不等。小厂根本玩不起。所以目前更多是大厂或者专门接单的3D打印服务商在做。但趋势明显——东莞、昆山一带已经有不少加工点提供混合工艺:传统加工主体,关键部位用3D打印镶件,成本可控,效益最大化。
说到金属粉末,吐槽一下。国产粉末这几年进步神速,但稳定性还是差点意思。某次帮客户测试一款国产18Ni300模具钢粉末,打印出来的件硬度波动大,热处理后更明显。最后无奈切回进口粉——价格贵30%,但省心。当然也有亮眼的,比如马氏体时效钢、Corrax不锈钢这些,专为3D打印开发的牌号越来越成熟。尤其Corrax,打印态就有高韧性,后续处理简单,✅ 强烈推荐给做小批量注塑模的。
问:金属3D打印的模具寿命真能比传统高吗?
答:这问题被问烂了。我的答案是:看情况。如果只是简单替换传统钢材,寿命未必提升,因为打印态密度、缺陷控制不到家的话,反而更脆。但如果是针对3D打印优化的模具设计,比如集成随形冷却减少热疲劳,或者用特殊材料(像上面说的Corrax),寿命能提升30%以上。关键在设计,不在技术本身。
问:那么我们中小模具厂到底该不该上3D打印?
答:别冲动。先算清楚你的产品是否真的需要异形水路。如果产品简单,传统钻孔足够,硬上3D打印纯属烧钱。但如果碰到高节拍、高精度、冷却成瓶颈的案子,果断找服务商试一套。现在很多外协打一套模具镶件也就几千块,周期一周,比买设备划算。等订单稳定了,再考虑自己买机器——2024年国产设备价格已经下探到百万以内,两三年回本不是梦。
上。比如塑料模具的边角磨损,用激光熔融直接在上面堆焊修复,精度保持得很好,这操作以前得下模、补焊、再加工,现在当场就能干。❗️这思路太实用了。还有做压铸模的,在浇口套附近打印高导热材料,加速散热,防止粘模。做鞋模的,用晶格结构做鞋底模具,增加透气性,还减重。
不过也有怪象——有些销售张口就是“颠覆传统制造业”,听得我尴尬癌都犯了。增材制造(3D打印)到今天,更多是
,不是替代。它解决的是传统减材、等材搞不定的复杂结构,是锦上添花。但凡听过学增材不需要懂机械设计的人,基本可以拉黑了。不懂模具的,连随形水路都设计不出来,谈何打印?
所以,给同行一个建议:先把模具设计功底打扎实,再研究3D打印的工艺约束,比如最小壁厚、悬垂角度、支撑去除余量。💡常用技巧:设计水路时避免小于1mm的通道,否则粉末清不干净;打印方向要尽量让水路截面垂直于平台,减少支撑。
最后,附上一张我在产线实拍的打印过程——粉末床的平整度决定成败。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:增材制造(3D打印)的模具革命:随形冷却让效率翻倍? https://www.dachanpin.com/a/tg/59380.html