干了二十多年制造,我见过太多被一个原型卡住脖子的项目。说实话,早些年我们做手板,全靠老师傅拿机床一点点抠,工期动辄两三周,费用高得离谱——一套汽车中控台的验证件,十几万打不住,还得求着人家排期。现在呢?上周我扔给合作厂一个摩托缸头的STL文件,三天后顺丰就送到桌上了。精度?0.1毫米以内。这种感觉,就像从绿皮火车直接换乘高铁,恍惚得很。
这玩意儿到底算不算“快速”
快速成型——业内叫RP——早就不是新鲜词了。但它的内涵膨胀得厉害。九十年代那会儿,SLA刚冒头,打一个巴掌大的树脂件得等半天,层纹粗得像梯田。现在我们车间摆了四台不同原理的设备:有做尼龙烧结的SLS,有打透明光敏树脂的PolyJet,甚至还有一台桌面级的FDM专用来打治具。快?有些工艺从建模到实体,两小时落地。但“快”只是表相,核心是它彻底改变了验证逻辑。
说个真事。去年我们开发一款医用泵体,流道复杂得要命,传统CNC根本下不去刀,开模又不划算。我用SLS直接打印了三个方案的功能样机,灌流体测试,当天就毙了两个设计。💡如果没有快速成型,我们可能花六周时间开一套简易模,然后发现流量曲线不对,再修模,再试……想想都后怕。
不过话说回来,快不等于全都要。有些老板一听说3D打印能省时间,恨不得把所有机加件都换了,结果打出来一堆样子货,一受力就碎。这里面的水,深着呢。
选型,不是看参数表那么简单
做工业品开发的人,最常问我的是:“小刘,我这东西到底用SLA还是CNC手板?” 每次我都得忍住叹气的冲动。这得看材料、看强度、看后处理、看数量……哪有标准答案?但恰恰是因为没有标准答案,才有了我们这些人的价值。
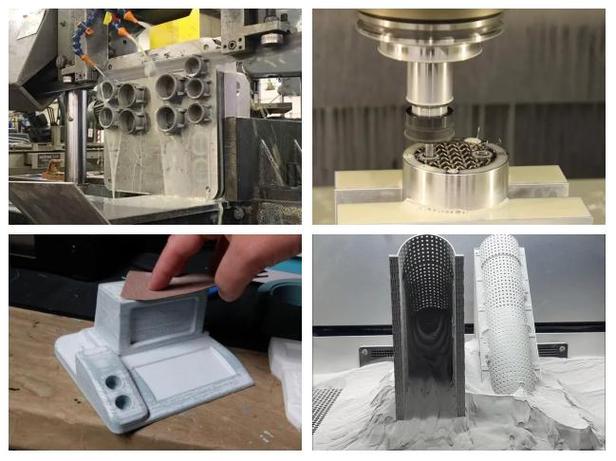
举个例子。SLA树脂件,表面光滑,细节好,适合做外观验证、装配测试;但它脆,温度一高就容易蠕变。你要是想做一个引擎舱里的进气歧管原型,用SLA跑两天热循环就废了。这时候你得上尼龙或者金属。💸金属快速成型现在路子很野,SLM(选区激光熔化)可以直接打印不锈钢、铝合金甚至钛合金,密度能到99.9%,强度不比锻件差太多。不过成本也感天动地:一个巴掌大的铝合金结构件,进口设备打下来可能要两三千块。值不值?看你项目阶段——样机阶段为了抢时间,值;如果只是做个静态展示,那纯粹是烧钱。
而且千万别忽略后处理。很多设计师以为打印完就完事了,实际上支撑去除、喷砂、染色、攻牙……这些工序加在一起,占工时一半以上。我们有一回打一个变速箱壳体蜡模,为了后面做熔模铸造,光后处理就搞了两天,比打印本身还慢。❗所以,谈快速成型一定要把全流程拉通算总时间,否则就是自欺欺人。
问:快速成型能直接当最终产品用吗?
答:分场景。消费电子类的外壳,用MJF打印尼龙然后染黑,强度、外观都能满足,我们有些客户已经把它当百来件小批量货在卖了。但如果是受力的结构件或者有气密要求的,目前多数工艺还差点意思,得转到快速模具或者传统机加。快速模具是一个很好的折中:用3D打印的母模翻制出硅胶模或低压灌注模,可以生产几十到几百个接近量产质量的塑料件,单价低很多。
问:那怎么选供应商?现在做快速成型的公司满大街都是。
答:没错,门槛是低了,但坑也多。我看供应商首先不看设备牌子,看他们的工艺数据库。真正好的厂子,能把同一台SLA机器调出完全不同的精度和支撑策略,知道打薄壁件时激光功率该降多少,知道怎么摆角度减少翘曲。你让他打个带内螺纹的件,人家会自动帮你放余量然后攻丝,而不是丢给你一个满是台阶的牙形。这些经验,设备厂家不会教你。所以,别一味图便宜,找个懂你产品的供应商能省掉无数撕逼时间。😮💨
小批量生产的灰色地带
这几年,快速成型最大的突破其实不在“快速”,而在串联了小批量生产。我们公司有个泵阀产品,年需求量大概就500台,开钢模摊销下来太贵,而且设计还在迭代。最后我们用了一个混合方案:主体用CNC铝件,密封面用3D打印尼龙加涂胶,支架用SLM不锈钢——全是“快速”工艺。这样单件成本比全机加低30%,而且改款时零模具费。这种模式在医疗器械、机器人、特种车辆领域越来越多,被叫做“数字柔性产线”。听起来高大上,其实就是把快速成型当生产手段用了,而不是只做样件。
当然,这么做需要过程控制。我们得对每个批次首件全尺寸检验,打印参数锁定,材料批次追溯,甚至做破坏性抽检。有人说这是把快速成型搞成了麻烦成型,但没办法,工业产品不是手办,可靠性是底线。
问:CNC加工不也是快速成型的一种吗?它跟3D打印怎么选?
答:好问题!CNC手板当然算快速成型,而且是传统意义上的主力。它的优势是真材实料——你想用PEEK、铝、钢,它都能直接干出来,强度和热性能跟大批量产品一致。缺点是不能做太复杂的内部结构,比如随形冷却流道,那是3D打印的天下。所以现在很多高端模具,外壳CNC,内芯用金属打印拼镶,取长补短。我个人习惯是,设计没定型前,先用FDM或SLA验证形态,确认了再用CNC做个准产件跑耐久。💡没有谁替代谁,只有谁更适合当下这一步。
一些扎心的实话
干这行久了,什么神话都听过。什么“未来人人家里都是工厂”,什么“3D打印干掉供应链”——一听就是没在车间待过的嘴炮。工业上的事,都是螺蛳壳里做道场,细节多到令人发指。快速成型是利器,但它放大了设计者的无能:一个糟糕的设计,传统工艺做不出来,可能把人逼去改图;快速成型能给它做出来,然后交付一堆精致但没用的垃圾。比这更可怕的,是把快速成型当偷懒的借口。
所以,别盲目追新。把材料特性弄透,把工艺链条理顺,把供应商调教好——这些才是底盘。底盘不稳,上什么四驱都白搭。
最后,如果你现在正准备上快速成型项目,我的建议很简单:先花半天时间,去供应商那里蹲一下,看他们的操作工怎么收件、怎么清洗、怎么打包。很多细节,远程沟通永远漏掉。这行的信息差,往往不在设备屏幕上,而在那盆脏兮兮的超声波清洗槽里。🤷
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:快速成型:从车间角落到工业引擎——一个老工程师的独白 https://www.dachanpin.com/a/tg/60093.html