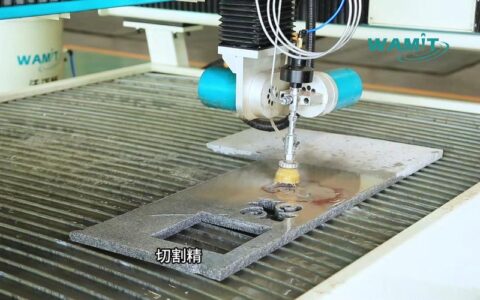
这台等离子切割机,跟了我六年。上个月,它的电源突然嗝屁——维修费报价七千。我心一横,自己拆了。说实话,工业设备这玩意儿,修多了就发现:核心原理简单得吓人,但细节多到你想骂娘。
比如等离子切割。不就是用高温电弧把气体电离,然后喷出一束能把钢板烧穿的等离子流吗?对吧。但真要割得又快又好,没抓狂过几次,是不可能的。今天我不写说明书,就聊聊这些年踩过的坑,还有那些教科书不会写的野路子经验。

喷嘴和电极:就这小东西,占了成本的 70%
先爆个料:很多工厂买得起进口等离子电源,却供不起耗材。一个铜电极、一个铪丝喷嘴,原装货动不动就两三百,可一天能干废好几个。为什么?操作不当呗。气压给高了,电极烧得快;气压低了,喷嘴堵得惨。还有开机就猛怼厚板的,完全不考虑穿孔时间……哎,老板以为我们是故意糟蹋东西,其实有时候是真不懂。
💡 我的经验是:寿命的关键在引弧高度和穿孔延时。数控机上能调参数还好,手持割枪全靠手感。我见过最狠的师傅,同样的耗材比别人多用三倍时间——他总会在起弧前把割嘴离得极近,穿孔后迅速拉高,几乎不伤喷嘴。这种手感,没有几千个小时的试错,根本练不出来。
还有个反常识的点:空气等离子切割虽然方便,但压缩空气里的油水真的会毁了割枪。加了三级过滤都觉得不够。有一次偷懒没放水,第二天电源里的电磁阀就罢工了,报警灯闪得我心慌。现在每次开空压机,我都要默念三遍“放水放水放水”。这不,小刘上次就差点烧了枪,就为了省那点冷却液钱。我骂了他半小时。
切割质量:为什么你的切口总是挂渣?
这个问题,十个新人里九个会抓狂。挂渣,就是切割后金属底面黏着的残渣。轻微的敲掉就行,严重的要用砂轮磨半天。到底是电流不对?速度不对?还是气体不对?答案往往是——全都有错。
问:为什么我用等离子切薄板反而容易变形,还挂渣?
答:因为你速度慢了!薄板热输入敏感,一慢就过热,熔渣飞溅附着。我建议 3mm 以下的板,电流往低了调(别信机器最大电流),速度拉到接近火焰切割的速度。还要注意割嘴与板面的角度,前倾 5 度左右,让气流把熔渣斜吹出去。另外,接地要牢,回路电阻一大,切缝立马歪给你看。
问:水下等离子切割真的比干式好吗?
答:看你要什么。水下切割烟尘少、噪音低,车间环境友好,而且能有效抑制板材热变形。但是,它成本高啊!循环水处理、板面锈蚀、耗材消耗更快……而且引弧成功率比干式低,尤其是脏水循环后。我见过一家船厂,上了水下切割台后,电极消耗量涨了一倍,最后又把板子吊回干式台干。所以,别听销售瞎吹,你得算综合账。如果环保不是硬要求,大功率干式切割配上强力抽风,其实更粗暴管用。
❗ 再说一个老手才知道的细节:切割面倾角。等离子弧不是绝对垂直的,尤其是等离子气旋流会让切缝呈现 V 形或波浪形。精密下料时,必须根据切割方向补偿割缝倾角,否则装焊间隙大得能塞手指!
数控等离子切割:自动化不是万能的
这几年,数控等离子切割机普及了,年轻人觉得会画图、会套料就行。天真。机器不会告诉你今天气压不准,明天钢板不平,后天传动齿轮磨损导致轨迹漂移。我就遇到过:新装的龙门式切割机,X 轴一边快一边慢,割出来的圆像土豆。到最后,靠老师傅拿水平仪重调导轨,才恢复正常。自动化?最后还得靠人。
💡 软件套料是个大学问。为了省料,把零件排得密密麻麻,结果切割过程中热变形挤压,两个零件都废了。所以,留出工艺余量和散热间隙,比单纯追求利用率更重要。还有穿孔点设置——直接从轮廓上穿孔,喷嘴寿命短得惊人;我都设定在废料区穿孔,然后引入。虽然多走几步路,但省钱啊。
说实话,现在推崇“智能制造”,可基层执行还是靠经验。我认识一个工段长,每次换班都亲自摸一下割出的毛刺,凭手感判断等离子气体纯度是否下降。这比任何传感器都快。
维护与安全:有些话必须冒着得罪人的风险说
等离子切割的弧光、烟尘、高频干扰,都是安全隐患。护目镜要够深色,至少 DIN 10 以上,别戴普通墨镜装样子。烟尘对肺的伤害是积累的,有的车间通风差,干两年就咳嗽——我亲眼看见老刘提前退休,就是因为肺功能不行了。所以,该上除尘器就上,别拿人命省钱。
电源保养呢?定期用干燥压缩空气吹掉内部积尘,尤其在金属粉尘环境。有一次,我们电源内部短路,拆开一看,铁粉在电路板上铺了厚厚一层,像咖啡渣。现在雨季前我都得做绝缘测试。还有,切割机周围别放易燃物,那些热渣能蹦几米远。
写这么多,其实就一个意思:等离子切割是个好工艺,但不是省心工艺。它一边给你高效率和低门槛,一边用消耗品和维护成本考验你的耐心。你要是个喜欢琢磨、对细节较真的人,它就是个宝;要是只想一按开关万事大吉,那还是别碰了。
最后加一条——别轻易改装电源。看到网上有人把逆变等离子改成焊机,确实牛逼,但炸机的风险你担不起。老老实实,用原厂配件,按规矩操作。不然,下次吐槽的可能就是你了。
免责声明:文章内容来自互联网,本站仅作为分享,不对其真实性负责,如有侵权等情况,请与本站联系删除。
转载请注明出处:等离子切割到底难不难?一个老焊工的深夜吐槽 https://www.dachanpin.com/a/tg/60194.html